
2025年3月29日,Conflux Technology与澳大利亚飞机制造商AMSL Aero合作,为氢动力电动垂直起降 (VTOL) 飞机 Vertiia 开发热管理系统。Vertiia 专为零排放长距离飞行而设计,飞行距离可达 1,000 公里,依靠高效的热调节来支持其氢燃料电池动力系统。Conflux 将增材制造热交换器方面的专业知识带到项目中,旨在满足下一代飞行的热和结构需求。
Conflux Technology 首席执行官兼创始人 Michael Fuller 说道:“氢燃料电池代表了澳大利亚追求可持续能源解决方案的一项变革性技术。我们很自豪能够采用我们的热交换技术来提高 Vertiia 氢燃料电池的效率和性能。我们正共同推动创新,打造世界领先的可持续航空运输。”

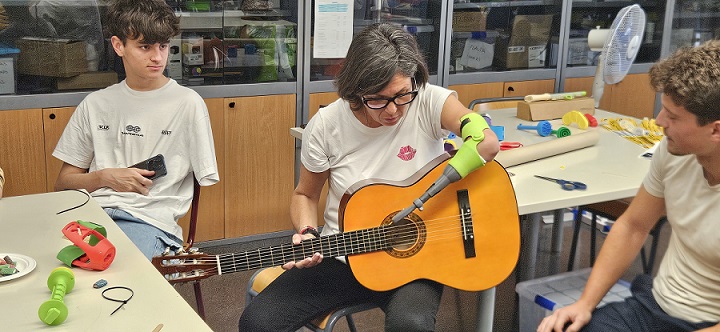
△AMSLAero 的 Vertiia 旨在成为世界上最高效的远程、零排放电动垂直起降飞机。照片来自 Conflux Technology。
为氢动力飞行量身定制的冷却解决方案
据 Conflux 称,最初的努力集中于生产三种概念热交换器,这些热交换器能够处理连续的热负荷,同时减轻重量和空气阻力。每个概念都是在考虑紧凑封装的情况下开发的,以适应飞机设计的空间限制,而不会影响性能。工作现已进入第二阶段,包括在 Vertiia 的推进系统中构建和测试完整的概念验证组件。
在起飞、降落和悬停操作期间,氢动力垂直起降飞机会面临热量输出急剧增加的问题。为了控制这些瞬时热峰值,冷却系统必须提供稳定的性能,同时保持轻便和紧凑。据Conflux公司介绍,3D 打印技术可以实现高度定制的几何形状,使其能够适应狭小空间,这种方法非常适合氢动力航空。因此,Conflux 正在使用其专利的薄壁结构,这种结构既能提高热效率,又能在各种飞行条件下降低阻力。
AMSL Aero 董事长Chris Smallhorn 表示:“AMSL Aero 致力于维多利亚州 Vertiia 的未来发展,而 Conflux 是维多利亚州的工业领军企业之一,因此阿瓦隆航空展是我们揭晓这一合作关系的理想场所。”此次合作以Conflux 之前在航空航天领域的工作为基础,他们一直将增材制造应用于一系列热管理应用。
AMSL Aero 氢气系统工程师 Simon Coburn 强调了 Conflux 获得AS9100D制造认证及其快速交付能力的重要性,并表示这两个因素对于 Vertiia 发展成为远程氢动力 VTOL 都至关重要。

△Conflux热交换器特写,其微结构可实现高效传热。照片来自 Conflux Technology
适用于航空航天应用的新型热交换器
许多实体倾向于使用 3D 打印来生产航空航天热交换器,以提供更大的设计灵活性、减轻重量并在紧凑空间内提高热性能。固态金属 3D 打印专家Fabrisonic与美国宇航局喷气推进实验室(JPL)合作,利用其超声波增材制造
(UAM) 技术 生产单件 3D 打印热交换器。项目旨在通过消除极端条件下容易发生故障的接头和小部件来提高航天器部件的可靠性。技术专家
Scott Roberts 领导了一项设计工作,用更轻、更高效的热交换器取代传统的多部件热交换器。新的热交换器完全由一体式打印而成,性能提升了
30%,重量减轻了 30%。

△这款 3D 打印的 CubeSate 散热器结合了铝和铜,可使热量更均匀地分布在表面。照片来自 Fabrisonic。
另外,皇家墨尔本理工大学的研究人员开发了3D 打印催化热交换器,以解决高超音速飞行(飞机速度超过 5
马赫)时的过热问题。这些微型化学反应器采用选择性激光熔化 (SLM)
技术制造并涂有沸石,使用喷气燃料作为冷却剂来触发吸热反应,在运行过程中有效吸收热量。
实验室测试表明,在模拟高温条件下,SLM技术具有很高的效率。在 Selvakannan Periasamy 博士的带领下,该团队看到了在其他高温工业过程中更广泛应用的潜力。未来的工作将侧重于使用先进的成像技术优化材料组合,以扩大该技术在航空以外的应用范围。


0 留言