
2025年2月26日,3D打印制药公司三迭纪(Triastek)宣布, 3D 打印药物产品 D23(布地奈德回肠靶向片)用于治疗 IgAN(免疫球蛋白 A 肾病,一种以肾脏中免疫球蛋白 A (IgA) 沉积物堆积为特征的肾脏疾病)在最近的临床研究中显示出良好的效果。
D23 是一种使用熔融挤出沉积(MED®) 工艺生产的布地奈德缓释片,Triastek 通过专有的肠道靶向 3D 微结构 (3DμS®-IT) 平台对工艺进行了扩展。该平台有助于将药物精确释放并输送到回肠,从而提高药片的有效性。
2024 年 3 月,Triastek 宣布中国国家药品监督管理局 (NMPA) 批准了 D23
的新药临床试验 (IND) 申请,这是中国第三个获得此项批准的 3D 打印产品。Triastek 目前已有五款 3D
打印产品(T19、T20、T21、T22 和 D23)获得了 IND 批准。
D23 成分和优势
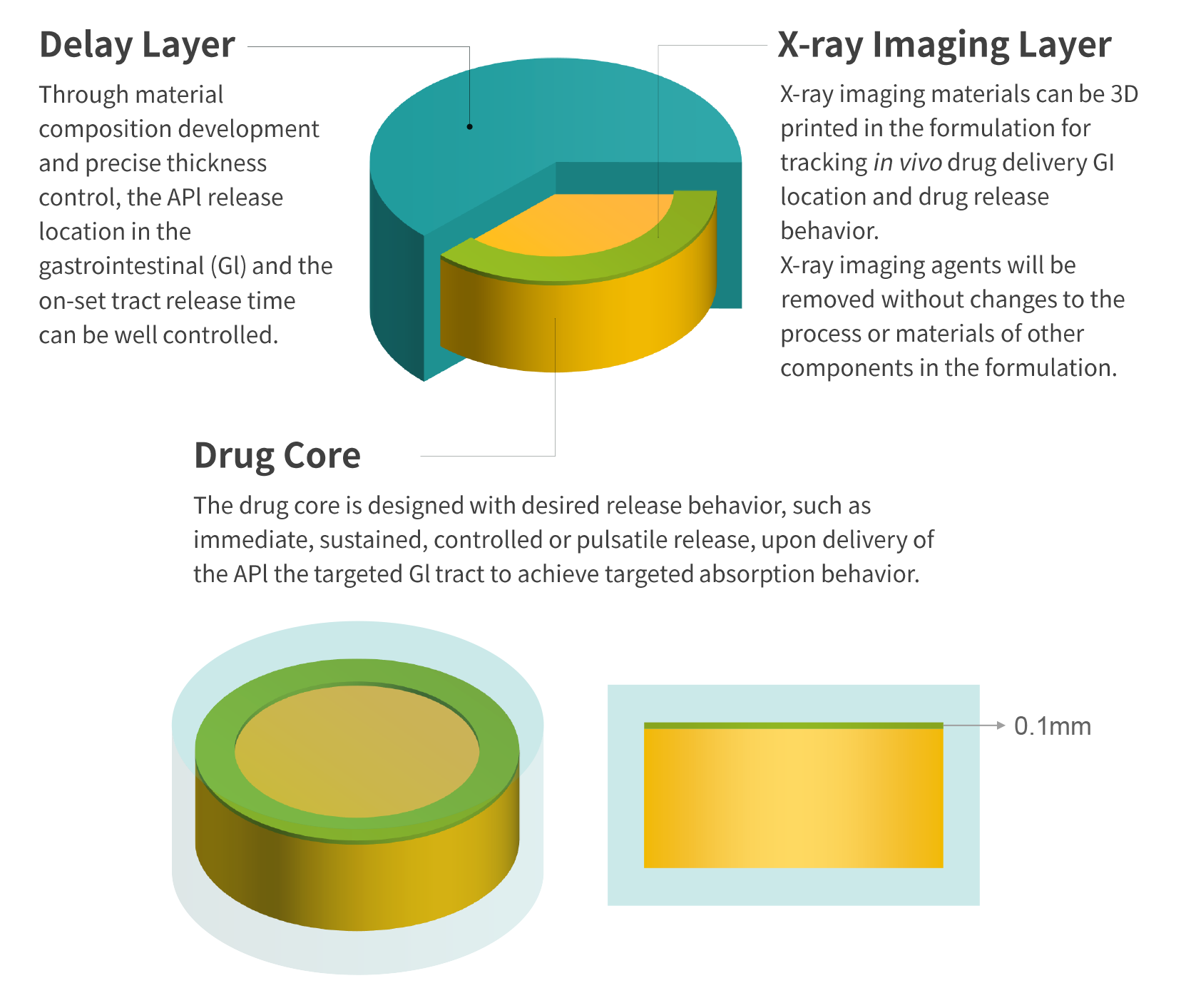
D23 包含一个多颗粒核心和一个延迟层,以确保药物在释放前到达目标组织。延迟层可防止过早结晶,使药物能够不经改变地到达回肠(小肠的最后一部分)的派尔淋巴结。这些淋巴结构是人体免疫系统不可或缺的一部分,充当检测和应对细菌和病毒等病原体的监视机制。
针对回肠中的派尔淋巴结是此药物的关键,可确保在整个目标区域以高浓度控制释放布地奈德。这种精确的给药方式可增强吸收,使药物发挥预期的免疫调节作用。通过针对派尔淋巴结,D23
可有效治疗 IgA 肾病 (IgAN),减少Gd-IgA(缺乏适当乳糖酸化的 IgA)的产生,从而减轻疾病进展的关键因素之一。
与原产品相比,D23 通过减少药片数量和尺寸简化了治疗,提高了患者的依从性。Triastek 强调,MED 3D 打印工艺降低了生产成本,使药物更便宜、更易获得。
Triastek 创始人兼首席执行官 Senping Cheng 博士表示:“D23 是基于 3D
微结构缓释平台开发的,并使用了 3D 打印工艺 MED。我们相信 3D 打印技术为IgA
肾病产品提供了高效的开发平台和高质量的生产工艺,从而能够为患者提供具有临床价值的产品。”
△Triastek的 3D 打印 D23 药物产品。图片由 Triastek 提供
D23:临床试验
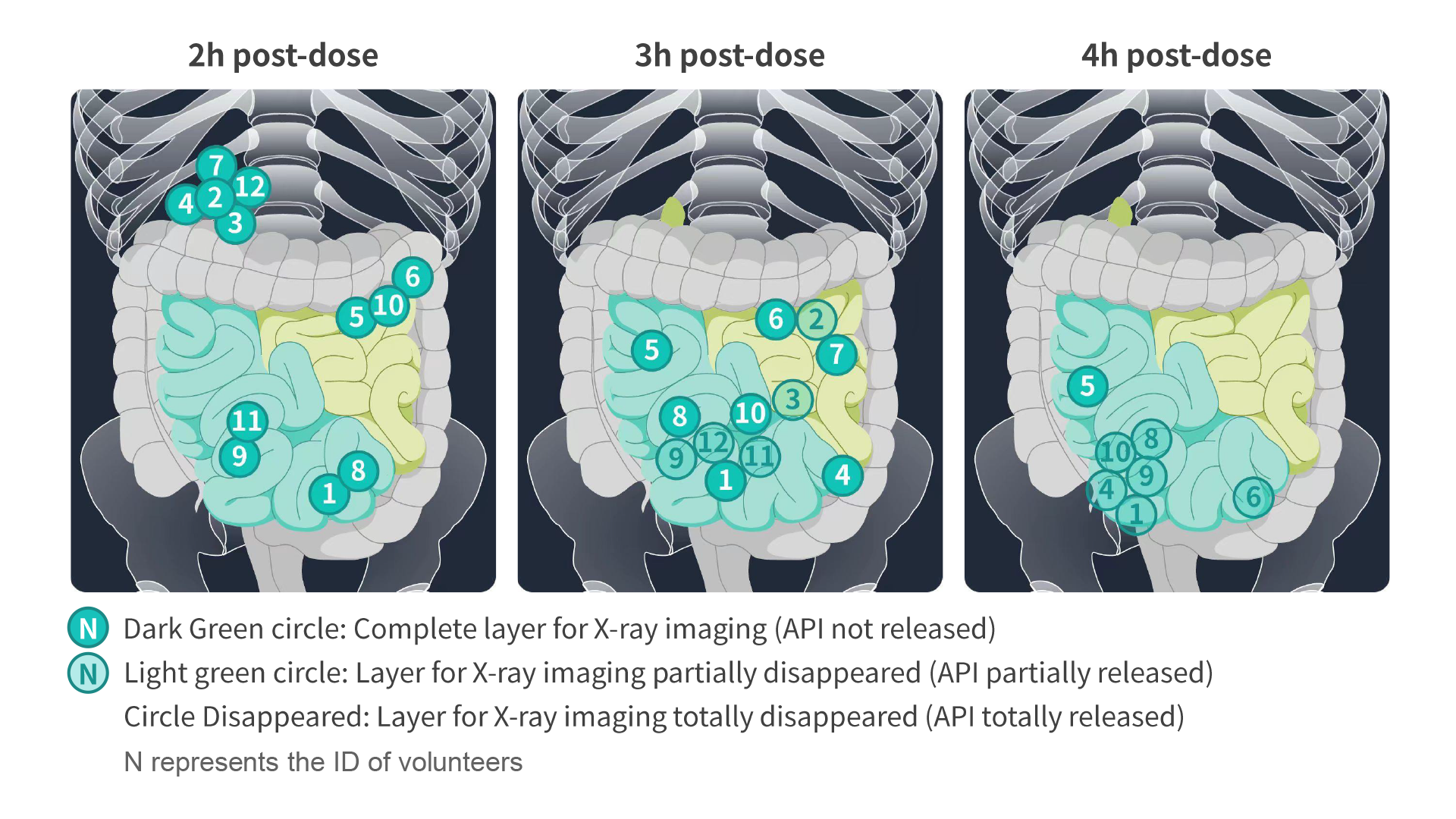
Triastek 的临床试验采用随机、开放标签、单剂量、双序列、四期交叉设计。利用 X 射线成像监测 D23
片剂在体内胃肠道 (GI) 的转运情况,同时跟踪布地奈德随时间变化的药代动力学。X
射线结果证实,药物在药片到达回肠后才会释放,从而优化了药物在疾病起源部位的暴露。D23
给药后布地奈德的药代动力学曲线与成像数据一致,表明药物向回肠的输送一致且可预测。
基于这些结果,D23 将进入下一阶段的临床试验,进一步评估布地奈德靶向给药对 IgAN 患者的临床效果。
△Triastek的 3D 打印 D23 药物产品。图片由 Triastek 提供
MED 3D 打印技术
Triastek 自 2015 年成立以来,一直专注于开发 3D 打印固体剂型药物,在 10 个国家/地区拥有 213 项与 3D 打印药物相关的专利申请,其中 68 项已获得授权。
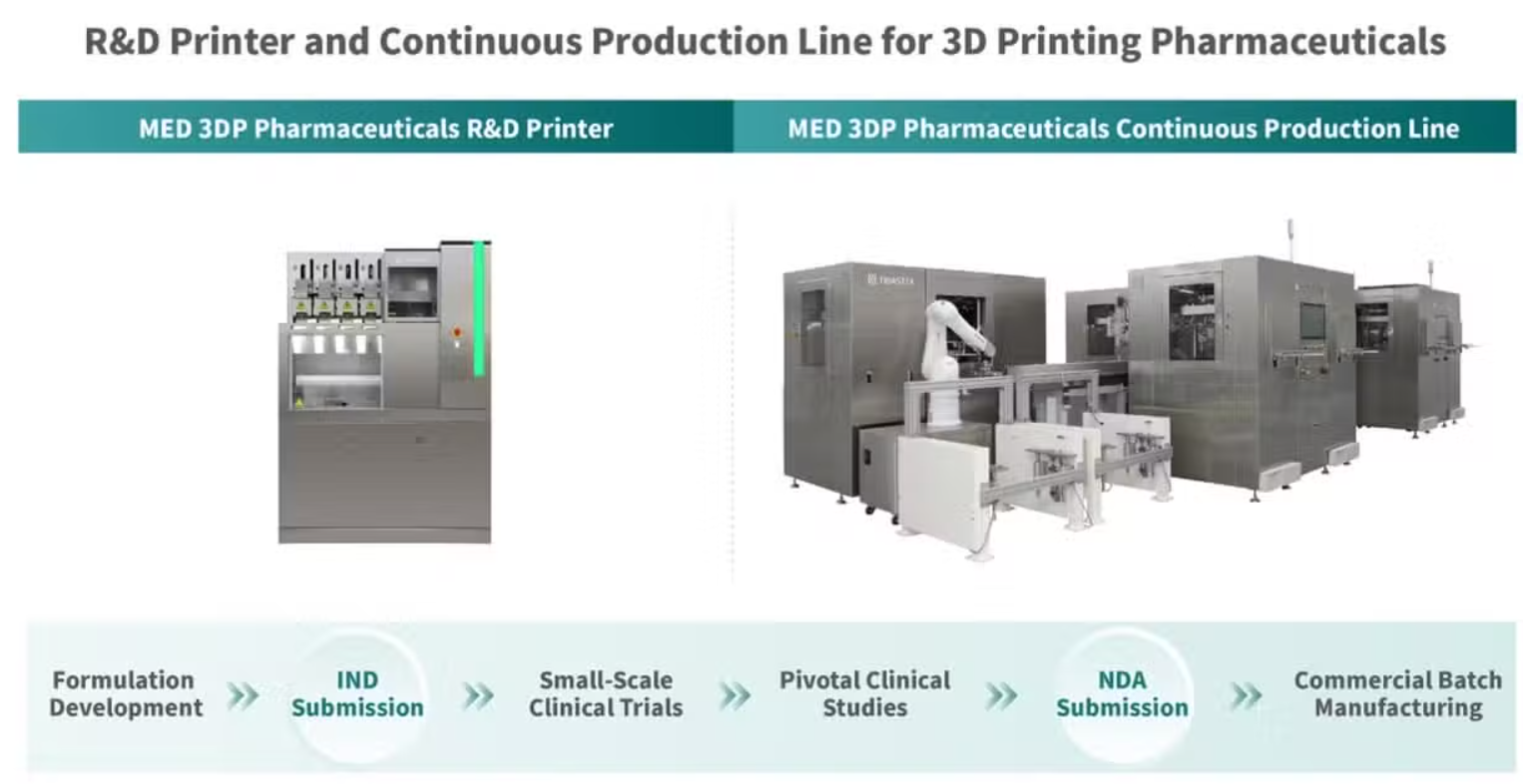
Triastek 的 MED3D 打印技术与3D 微结构设计相结合,可精确控制药物的释放特性,包括延迟层材料、层厚度和成分的选择。与通常依赖药物核心和延迟层的传统制片技术相比,此功能提供了更大的灵活性。因此,可以根据特定的治疗需求定制药物的释放,以实现即时、持续或脉冲式输送。此外,Triastek
还积极开发新技术工艺,包括半固态挤出、微注射成型和微滴喷射。这些技术与 MED
的结合为药物输送和开发需求提供了广泛的解决方案,例如口服肽、胃滞留和高效产品。
3D打印技术在药品生产中的应用
除了D23,Triastek在3D打印药物给药领域也取得了进展。去年,Triastek与Eli Lilly公司合作,研发了用于胃肠道的3D打印口服药物,利用Triastek的MED技术创建针对消化系统特定区域的药物释放曲线。
此外,来自MERLN 研究所、圣地亚哥德孔波斯特拉大学、伦敦大学学院 (UCL)和 UCL
分拆出来的FabRx的研究人员开发了一种在七秒内 3D 打印药片的方法。与传统的逐层光聚合不同,研究团队使用了一种体积 3D
打印技术,可以在一次运行中固化整桶树脂,从而加快定制药物的生产速度。
此外,德国萨尔布吕肯马克斯普朗克信息研究所和加州大学戴维斯分校的团队开发了能够以可控速度释放药物的3D 打印药丸,展示了如何打印药丸的形状以控制体内的溶解速度,为药物输送提供了新的可能性。



0 留言