
3D打印连续碳纤维增强复合材料(CCFRCs)因具有轻质、高强度和设计灵活等优势,在航空航天、汽车等领域应用前景广阔。然而,其制造过程中的复杂因素,如各向异性传热、聚合物熔化结晶和收缩等,会导致微观结构缺陷,使得材料宏观力学性能存在较大差异,这严重限制了其广泛应用。此外,现有研究工具在表征微观结构参数时存在局限性,且相关模型难以准确量化材料和微观结构的不确定性。
为解决这些问题,同济大学航空航天与力学学院李岩教授团队通过连续纤维3D打印制备复合材料,并利用快速傅里叶变换和图像识别技术校准CCFRCs的微观结构参数。在此基础上,团队开发了一种多尺度贝叶斯方法,构建多尺度细观力学模型揭示材料性能、微观结构参数与宏观本构参数间的关系,并通过概率模型量化这些参数的不确定性。相关工作以“A
multiscale Bayesian method to quantify uncertainties in constitutive
and microstructural parameters of 3D-printed composites”为题发表在《Journal of
the Mechanics and Physics of Solids》上,为优化3D打印CCFRCs的性能提供了有效途径。
同济大学2023级博士生洪翔为论文第一作者,李岩教授、王鹏副教授和杨伟东研究员为论文共同通讯作者。章中森副教授,陈永霖助理教授和张峻铭博士对论文作出了重要贡献。
研究内容
1. 实验研究
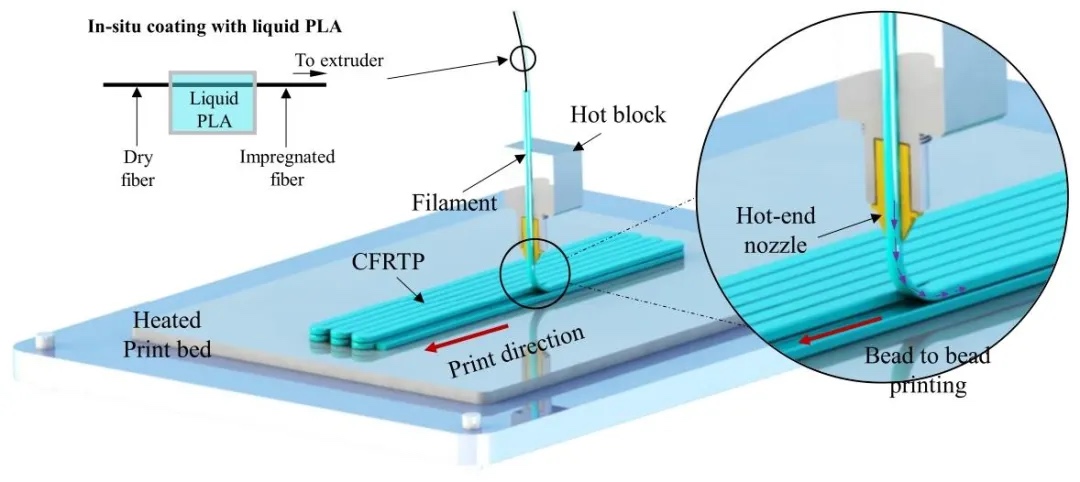
- 材料与试样制备:使用连续碳纤维束(T300B - 1000)浸渍热塑性PLA基质(PLA - 4032D)制备3D打印长丝,通过定制3D打印系统制备标准拉伸试样。
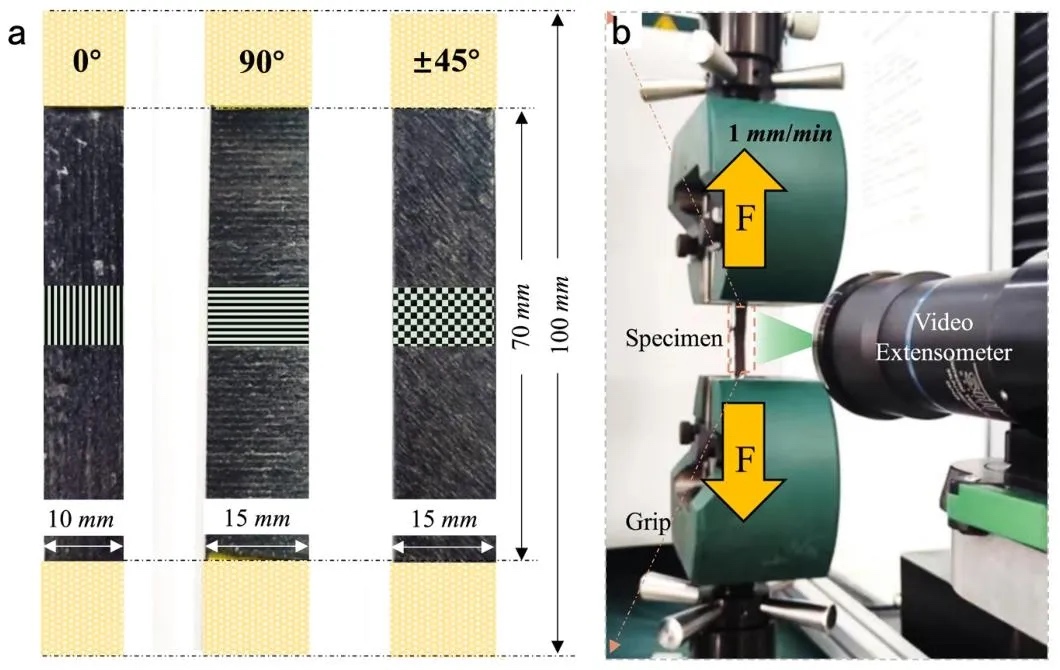
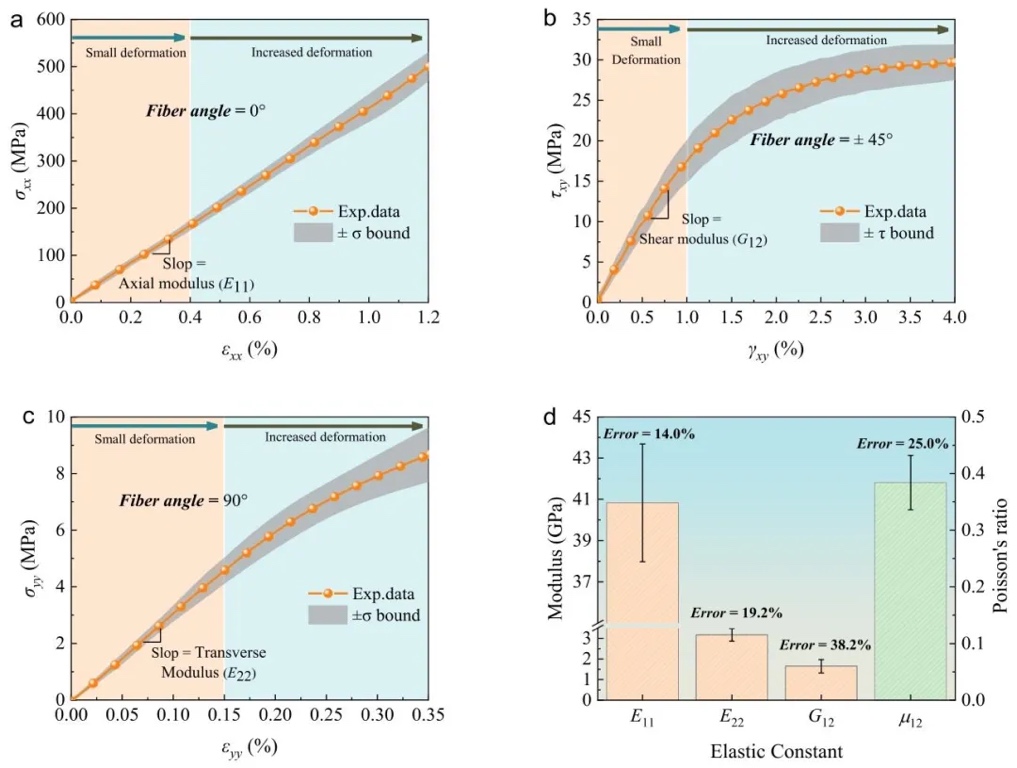
- 力学性能测试:对不同纤维取向(0°、90°、±45°)的试样进行拉伸试验(图2:拉伸试验),获取应力 -
应变曲线(图3:CCFRCs在不同角度下的拉伸应力 - 应变曲线及弹性常数结果)。结果表明,0°CCFRCs应力 -
应变关系更稳定,刚度不确定性约14.0%;45°CCFRCs样本刚度变异性更高,不确定性达38.2%,不同纤维取向试样的弹性常数存在明显差异。
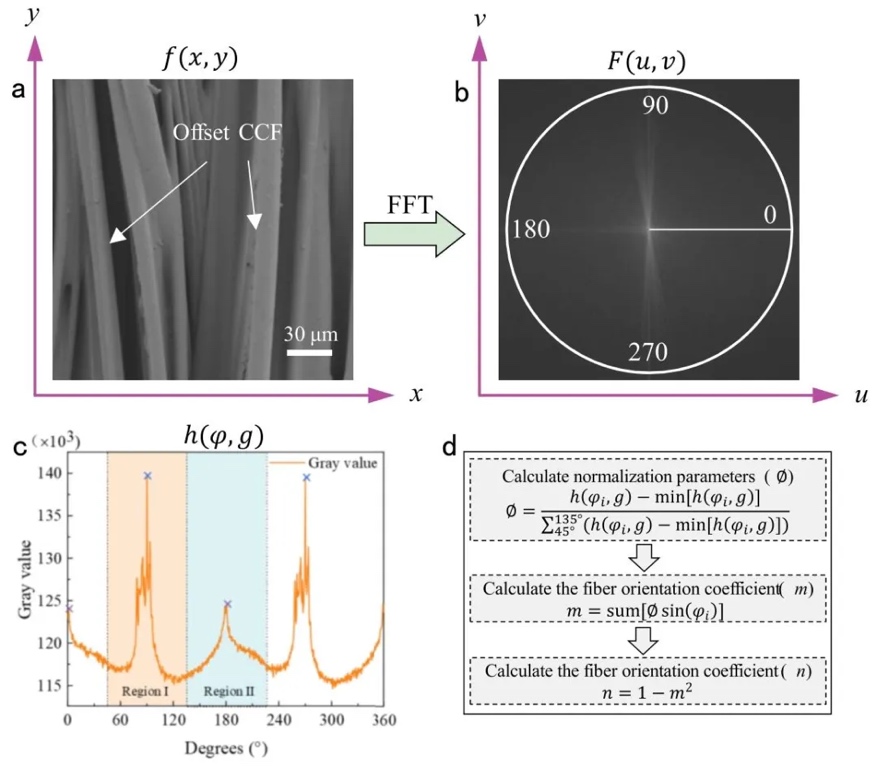
- 微观结构参数表征:利用二维快速傅里叶变换(2D
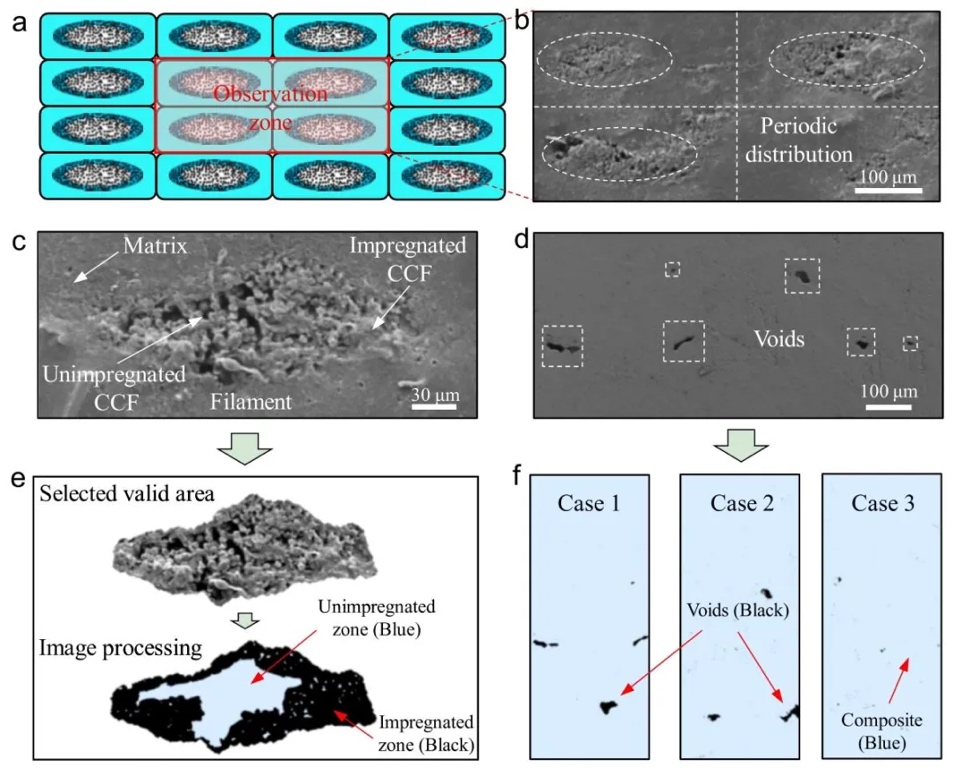
FFT)和扫描电子显微镜(SEM)技术(图4:纤维取向分析),对纤维偏移角进行量化,得到不同样本的纤维偏移角度。通过SEM和图像识别技术(图5:参数校准),对0°试样切片观察,计算浸渍百分比和束间孔隙率等参数,发现不同样本这些参数存在差异。
2. 多尺度贝叶斯方法构建
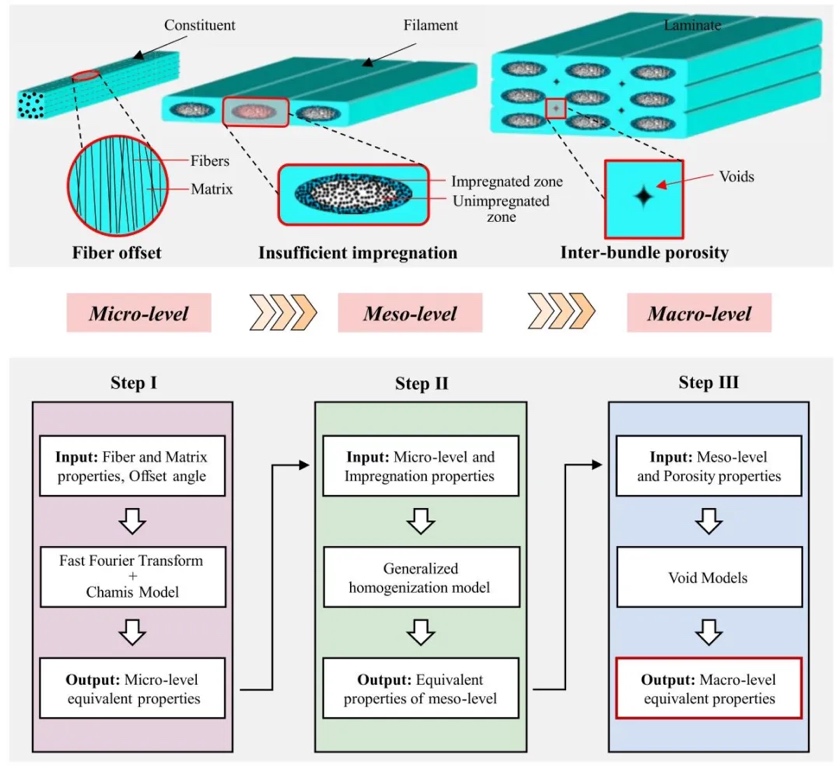
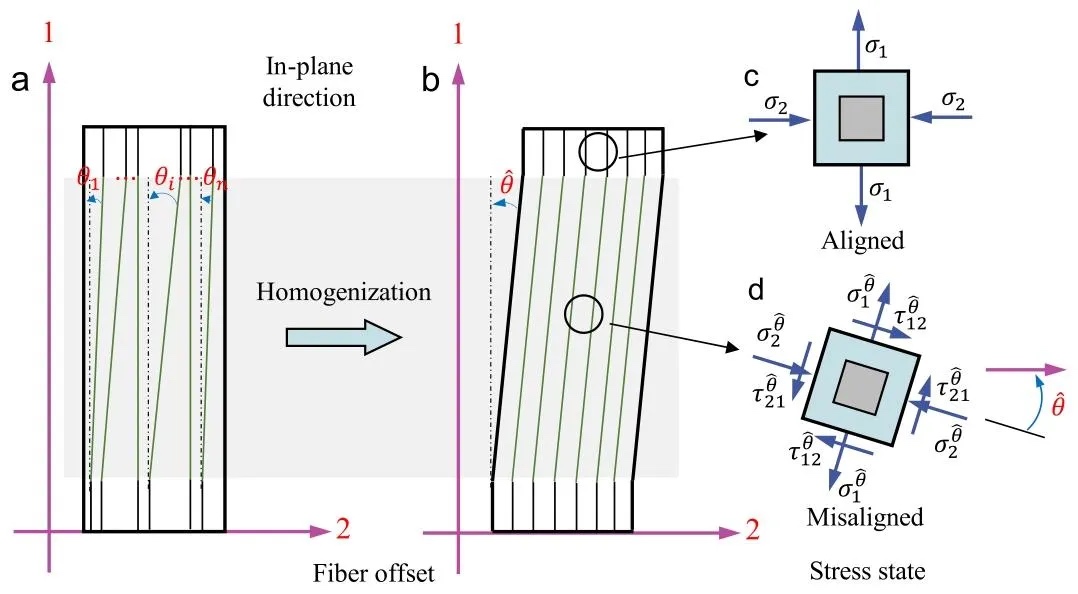
- 多尺度细观力学模型:基于平均场均匀化(MFH)方法,构建多尺度细观力学模型(图6:考虑多种不确定性的多尺度细观力学模型)。微观尺度通过2D
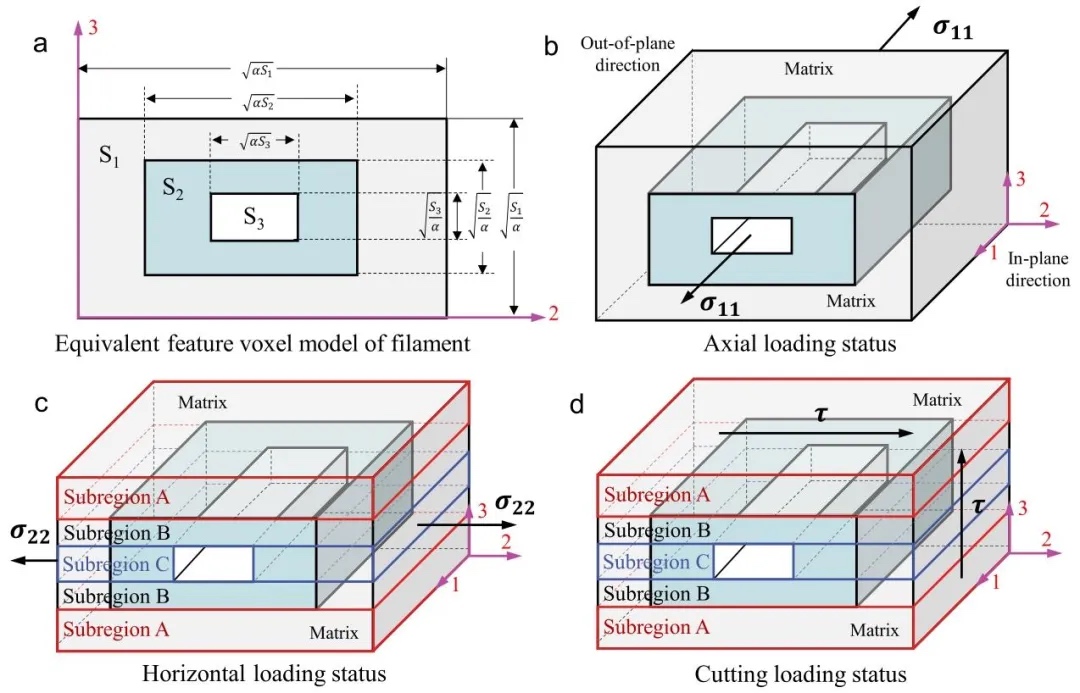
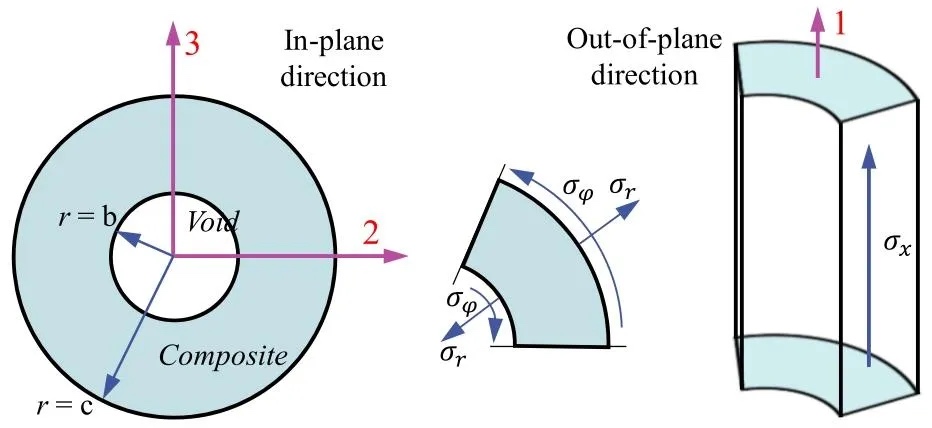
FFT和Chamis模型考虑纤维偏移角(图7:CCFRCs中实际纤维偏移、均匀化模型及应力状态示意图);中观尺度通过建立等效特征体素模型(FVE),考虑浸渍百分比对力学性能的影响(图8:打印长丝的等效特征体素模型及加载状态示意图);宏观尺度采用孔隙模型(图9:3D打印CCFRCs的宏观束间孔隙模型),结合中观结果计算宏观力学性能。
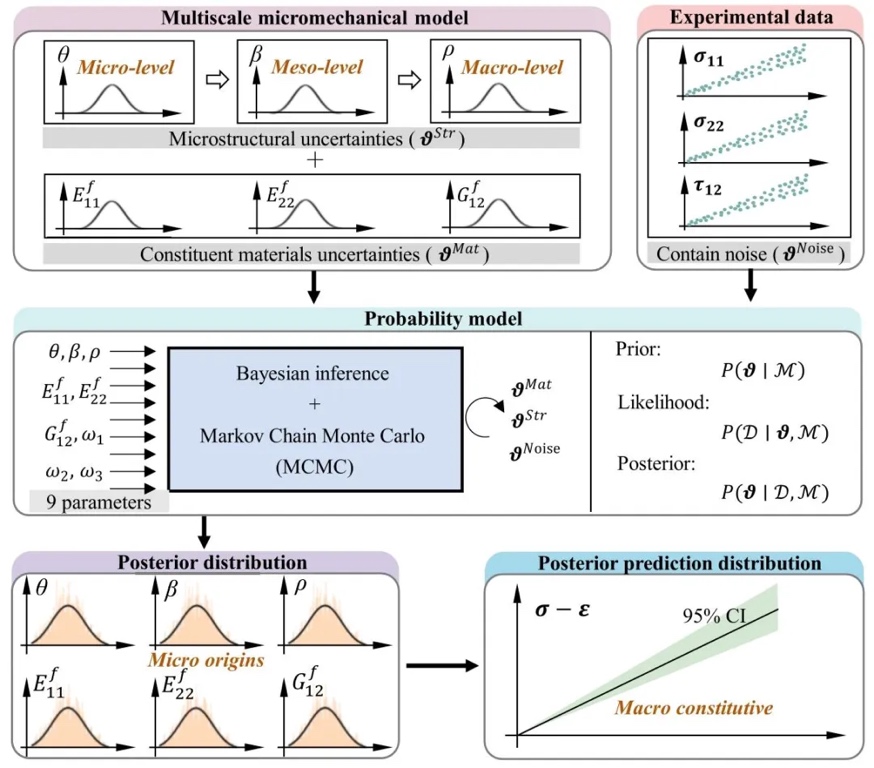
- 概率模型:结合多尺度细观力学模型与实验数据,构建概率模型(图10:多尺度贝叶斯推理流程图)。确定似然函数和先验函数,使用自适应Metropolis算法结合马尔可夫链蒙特卡罗方法(MCMC)计算模型参数(微观结构、组成材料、噪声相关参数)的后验概率分布。
3. 结果与分析
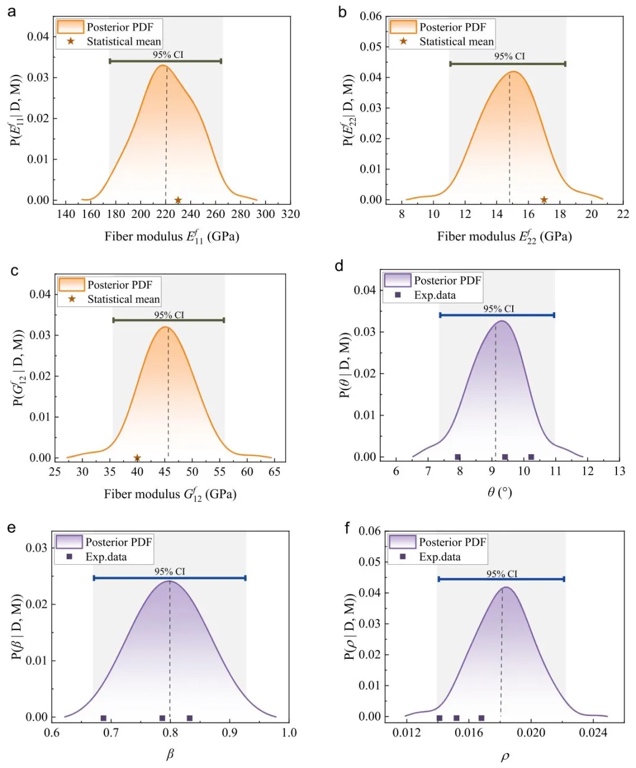
- 贝叶斯校准:得到组成材料不确定参数(E11^f、E22^f、G12^f
)和微观结构参数(θ、β、ρ)的后验概率密度分布(图11:组成材料不确定参数和微观结构参数的后验概率密度分布)。结果显示后验分布近似高斯分布,实验值大多在95%置信区间内,材料参数后验均值因纤维损伤低于实验值,微观结构参数实验值与后验区间分布存在差异。
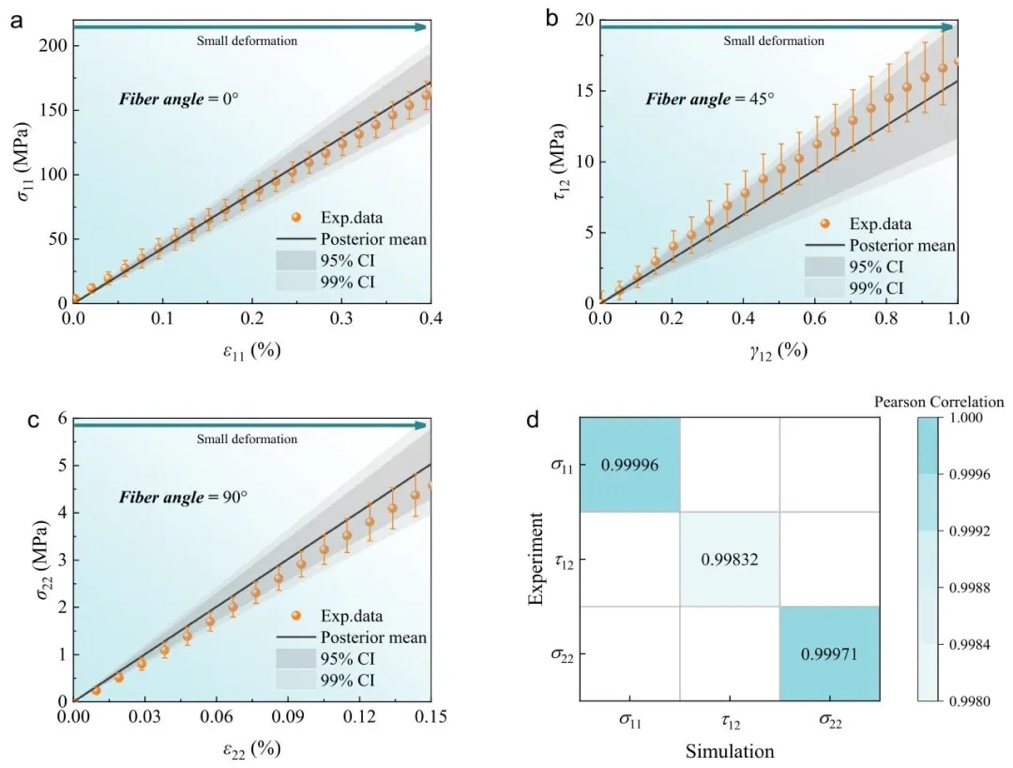
- 宏观性能预测:利用不确定参数后验分布,通过MCMC方法计算后验预测,得到3D打印CCFRCs的宏观力学响应(图12:后验预测与实验结果的应力
-
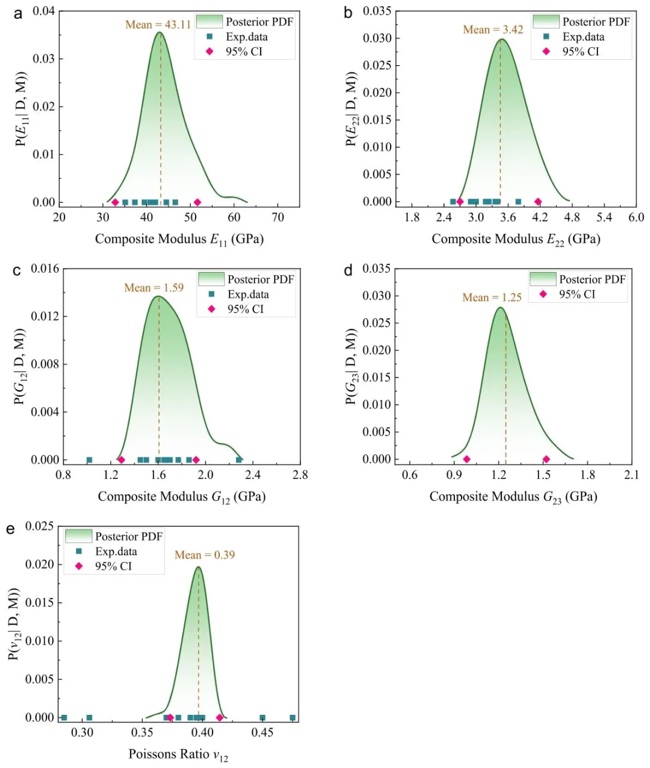
应变曲线及相关性图)。预测值与实验数据高度吻合,证明多尺度贝叶斯推理的有效性。同时计算复合材料五个独立弹性常数(E11、E22、G12、G23、ν12)的预测分布(图13:复合材料五个独立弹性常数的预测值),预测值与实验数据有较好一致性,但部分测量值存在超出置信区间的情况。
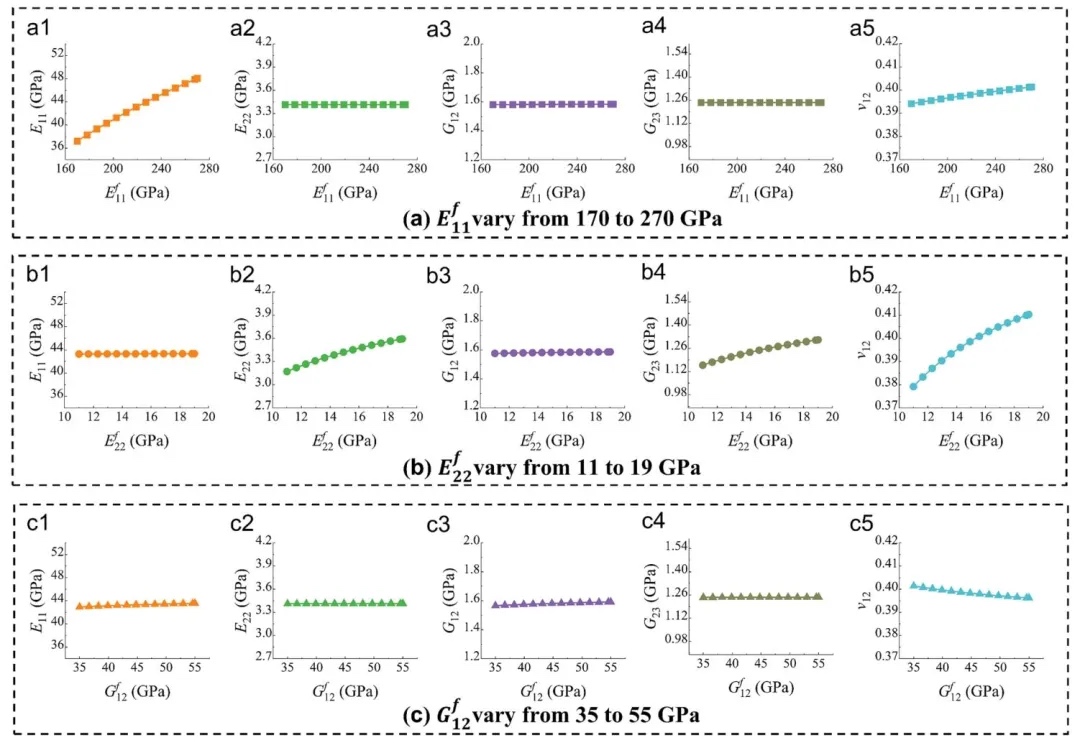
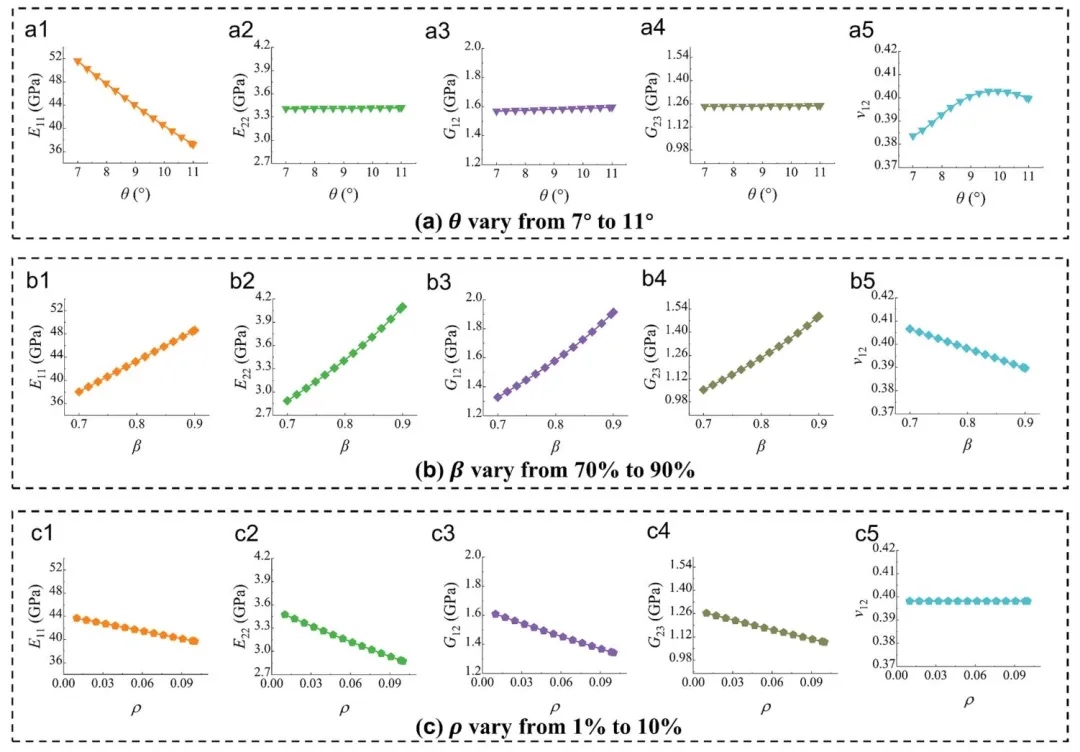
-
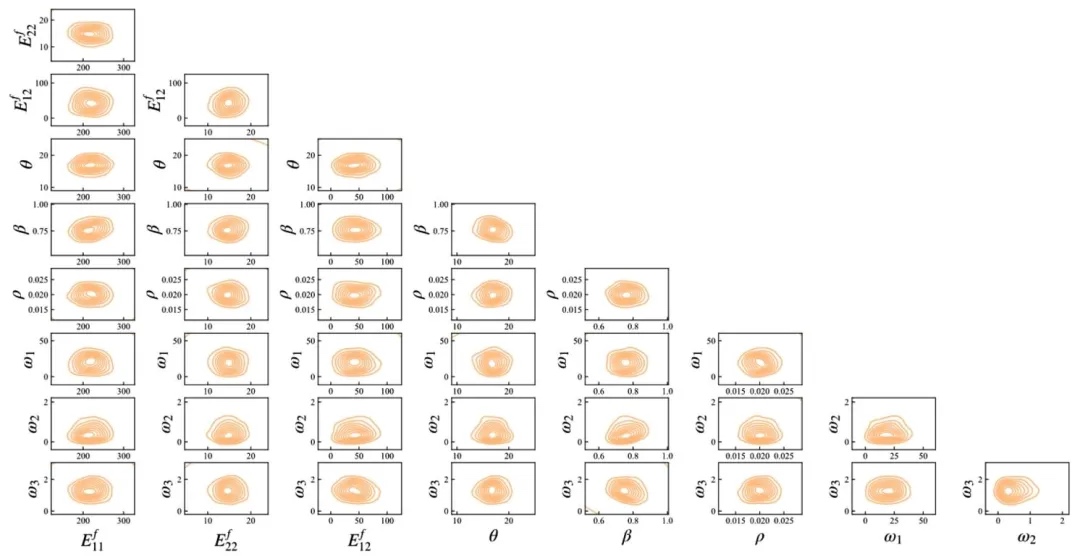
敏感性分析:分析材料不确定参数(图14:材料不确定参数对CCFRCs宏观本构参数的敏感性)和微观结构不确定参数(图15:微观结构不确定参数对CCFRCs宏观本构参数的敏感性)对3D打印CCFRCs宏观弹性常数的影响。发现E11^f与轴向模量E11显著正相关,纤维偏移角θ对轴向模量E11影响显著,浸渍百分比β增加可增强复合材料力学性能,束间孔隙率ρ对除ν12外的力学性能有负面影响。此外,通过MCMC方法对模型参数采样,研究组成材料、微观结构和噪声相关不确定参数之间的相关性(图A1:模型参数的联合后验概率密度分布),结果显示这些不确定性相互独立,无明显强相关性,表明选取的输入参数合理。
研究结论
本研究提出一种多尺度贝叶斯方法,用于量化3D打印CCFRCs各向异性本构参数的不确定性并确定其来源。研究采用图像识别和快速傅里叶变换方法,对3D打印CCFRCs的微观结构进行了定量表征,进而构建了多尺度细观力学模型,揭示了材料性能、微观结构参数与宏观本构参数之间的关系。在此基础上,结合实验数据、似然函数和先验函数,建立多尺度贝叶斯概率模型,量化本构和微观结构参数的不确定性。通过MCMC方法计算相关参数的后验分布,结果显示实验校准范围在95%后验预测区间内,预测的应力
-
应变曲线与实验高度吻合,验证了该方法的准确性。此外,研究评估了本构参数对微观结构和组成材料不确定参数的敏感性,为优化材料和微观结构参数提供了方法,有助于提升3D打印CCFRCs的力学性能并降低其变异性。
文章来源:
https://doi.org/10.1016/j.jmps.2024.105881


0 留言