
福特汽车公司是一家成立于 1903 年的全球汽车制造商,目前正为 20 年来首次参加一级方程式赛车比赛做准备。正式比赛将于 2026 年开始,但通过与红牛动力总成公司(红牛车队 F1 动力装置的工程部门)的合作,开发工作正在顺利进行中。

福特的增材制造实验室已经生产出 1,000 多个 3D 打印部件,这些部件利用了从航空航天领域借鉴的测试方法。这些 3D
打印部件中的一些,包括电池的冷却板和其他系统的冷却板,将用于福特为即将到来的赛车赛季开发的内燃机和混合动力技术。工程师依靠该公司长达一个世纪的制造专业知识来设计用于高应力条件的零件。从电池开发团队到热系统专家,跨部门的支持为改进每个设计提供了至关重要的知识。
有效的测试协议弥补了增材制造与实际性能之间的差距。福特的增材制造小组通过 3D 扫描测量机械强度、硬度和精确几何形状。然后,无损评估专家使用 X 射线和 CT 扫描生成数字模型,揭示使用传统检查工具无法发现的内部结构。
每个组件都会在产品开发中心的计量实验室接受进一步检查,最终检查将确认尺寸的准确性。福特与红牛动力系统增材制造合作的负责人
Keith Ferrell
指出,每一步都确保赛车部件能够承受高速和高温。“我们正在吸引所有这些拥有这些专业领域的福特团队来协助这一项目,”Hertrich
补充道,强调了福特 F1 努力背后的广泛合作。
许多新零件不仅仅是紧固件等简单物品。福特高性能赛车动力系统经理 ChristianHertrich 说道:“它们不是螺母和螺栓之类的简单物品,这些是经过极端测试的复杂金属和聚合物零件,因此它们可以承受平均时速 200 英里的比赛。”
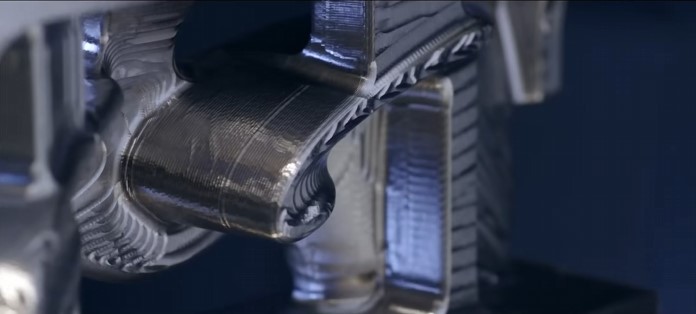
△3D打印汽车金属零部件
通过赛车测试获得的经验教训已指导福特消费汽车系列的改进。F-150
项目的工程师最近发现了车头灯胶水溢出问题——尽管采用传统检查方法,但这一难以发现的缺陷已持续数月。通过采用针对赛车部件改进的先进扫描程序,无损工程团队在一天之内就查明了问题所在,避免了昂贵的维修和客户投诉。

△福特性能与 Redbull Powertrain 展开全新合作。照片来自福特。
3D 打印在 F1 赛车性能提升中发挥的作用
英国一级方程式车队迈凯伦车队目前使用五台 Stratasys SLA 3D 打印机每年生产多达 9,000 个
3D
打印部件。这些机器制造前后翼组件、侧面车身和比例风洞模型。风洞测试对于改进空气动力学装置仍然至关重要,迈凯伦的增材制造团队报告称,3D打印使得零件生产时间显著缩短。
法拉利车队是一级方程式赛车历史上最成功的车队,他们已将 3D 打印用于空气动力学和动力系统应用。工程师使用
3D 打印的传感器支架来分析前翼性能,固定激光行驶高度传感器以测量比赛条件下的运动。这些支架由尼龙基聚合物制成,采用选择性激光烧结 (SLS)
或多喷射熔合 (MJF),这两种增材制造工艺能够生产出具有精细细节的抗冲击组件。

△安装在 2022 年法拉利车队一级方程式赛车前部的 3D 打印传感器支架。照片来自 Andrew Cunningham。



0 留言