
来源:复合材料力学
该研究采用熔融沉积成型技术,一体化打印了三角形至六边形的折纸端部管及其填充管,通过准静态压缩实验与有限元仿真系统评估了耐撞性能。结果表明,六边形折纸端部管的初始峰值力较直管降低45.36%,能量吸收提升14.04%;而引入填充结构后,六边形填充管的能量吸收较直管大幅提升92.39%,压溃力效率提高122.81%。仿真与实验高度吻合,验证了填充结构与外管之间的显著协同效应,为汽车、航空航天等领域的轻量化吸能设计提供了新思路。
在汽车、航空航天等领域的轻量化设计中,薄壁吸能结构被广泛用于碰撞能量管理,然而传统金属方管在轴向压缩时存在初始峰值力过高、平均压溃力较低的问题,这不仅容易对乘员造成严重冲击伤害,也限制了结构的轻量化潜力。为了解决这一缺陷,研究人员尝试在管端引入折纸图案作为触发机构,以降低初始刚度并诱导稳定的金刚石变形模式,但现有的金属折纸端部管多采用模压成形或手工楔形工具加工,这种制造方式存在几何精度难以控制、缺陷敏感、需要专用模具以及制造成本高和周期长等突出问题。此外,传统复合材料管虽然具有高比吸能的优势,但其常规成型工艺如手糊、模压、树脂传递模塑等也面临模具成本高、形状受限、产品质量一致性差等局限。更为关键的是,即使引入了折纸端部结构,某些区域的变形模式仍然不稳定,部分管段仍会出现类似直管的不规则折叠行为,这限制了能量吸收效率的进一步提升。因此,如何以高精度、低成本、轻量化的方式制造几何复杂的折纸端部管,并进一步引导其实现稳定高效的金刚石变形模式,成为当前薄壁吸能结构领域亟待解决的技术难题。
为了克服上述痛点,大连工业大学、大连理工大学、东华大学的研究团队在 Composites Part B
期刊上发表了相关研究成果。该研究利用3D打印短切碳纤维增强尼龙材料,创新性地将多边形折纸端部结构与负泊松比填充结构相结合,在显著降低初始峰值力的同时大幅提升了能量吸收效率,为轻量化薄壁吸能结构的设计与制造提供了一种高精度、变形可控的新方案。论文标题为“3D-printed
polygonal origami-end composite tube for high crash resistance”。

该研究选用短切碳纤维增强尼龙(Ultrafuse® PAHT
CF15)作为打印材料,这种复合材料兼具碳纤维的高强度、高刚度和尼龙基体的柔韧性与韧性,材料密度为1.203
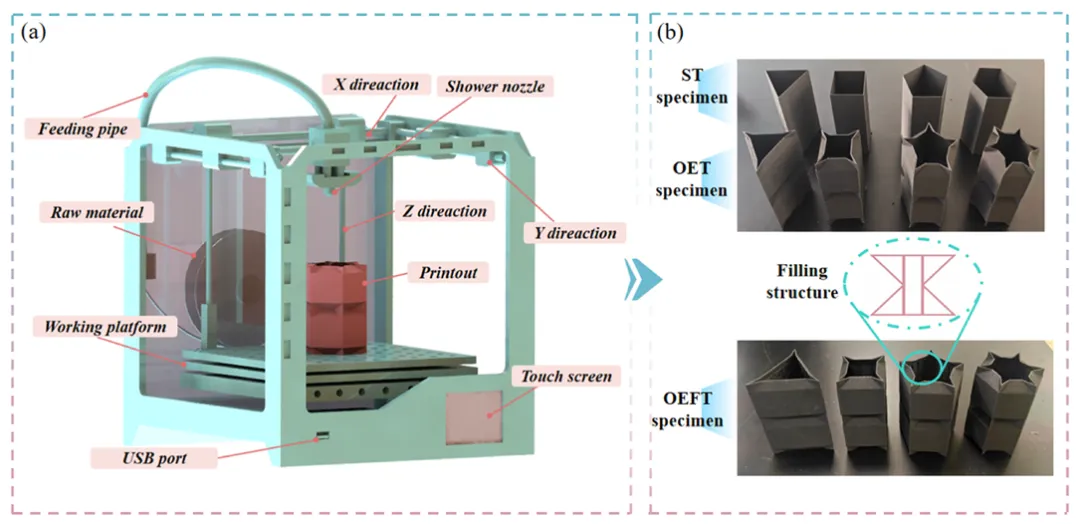
g/cm³、泊松比为0.304,通过碳纤维与尼龙基体的协同效应兼顾了强度与轻量化。研究团队采用熔融沉积成型3D打印技术,使用Ultimaker
2+ Connect打印机,设置打印层厚0.2 mm、喷嘴直径0.6 mm、打印温度260°C、平台温度110°C、打印速度40
mm/s、填充密度100%,并以90°打印角制备试样以确保力学性能均衡。
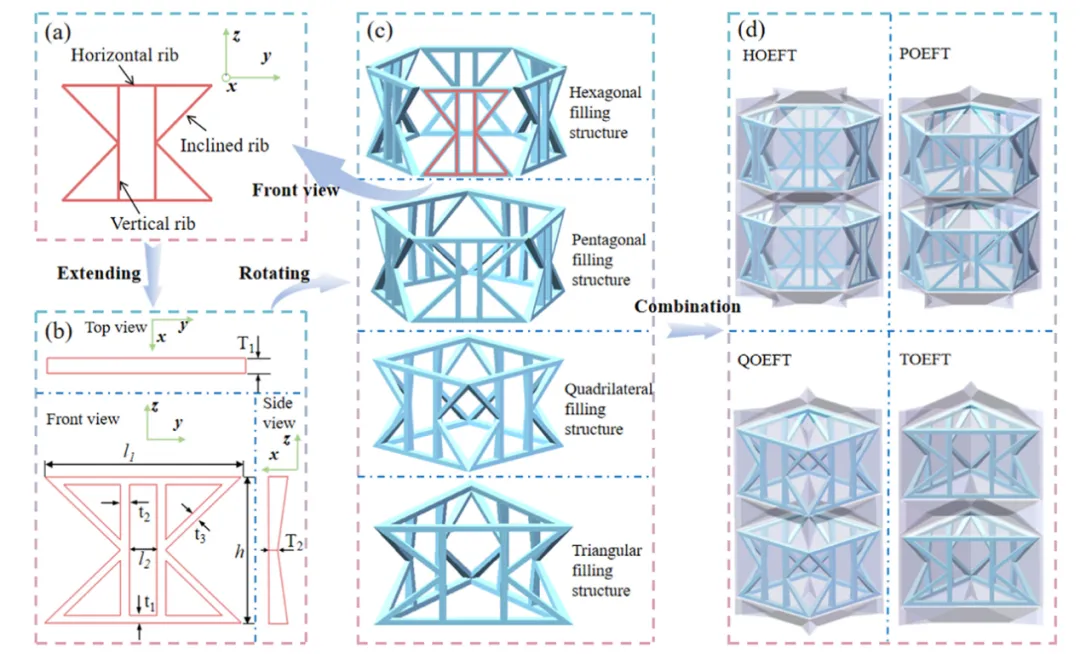
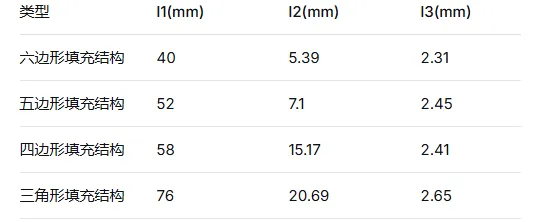
在几何设计层面,该研究首先在传统直管两端引入三角形折纸图案,设计了三角形、四边形、五边形和六边形四种折纸端部管,这些管材的总高度均为120
mm,通过上下两个模块垂直堆叠而成。在此基础上,为了进一步引导结构实现稳定的金刚石变形模式,该研究还创新性地设计了一种基于负泊松比构型的填充结构,该填充单元由两个水平肋、四个倾斜肋和两个竖直肋组成,其中竖直肋的加入旨在增强整体结构刚度。
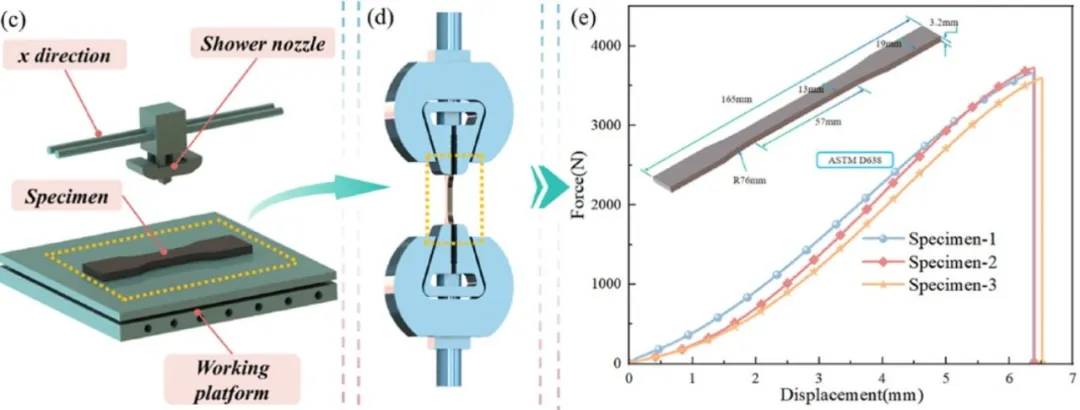
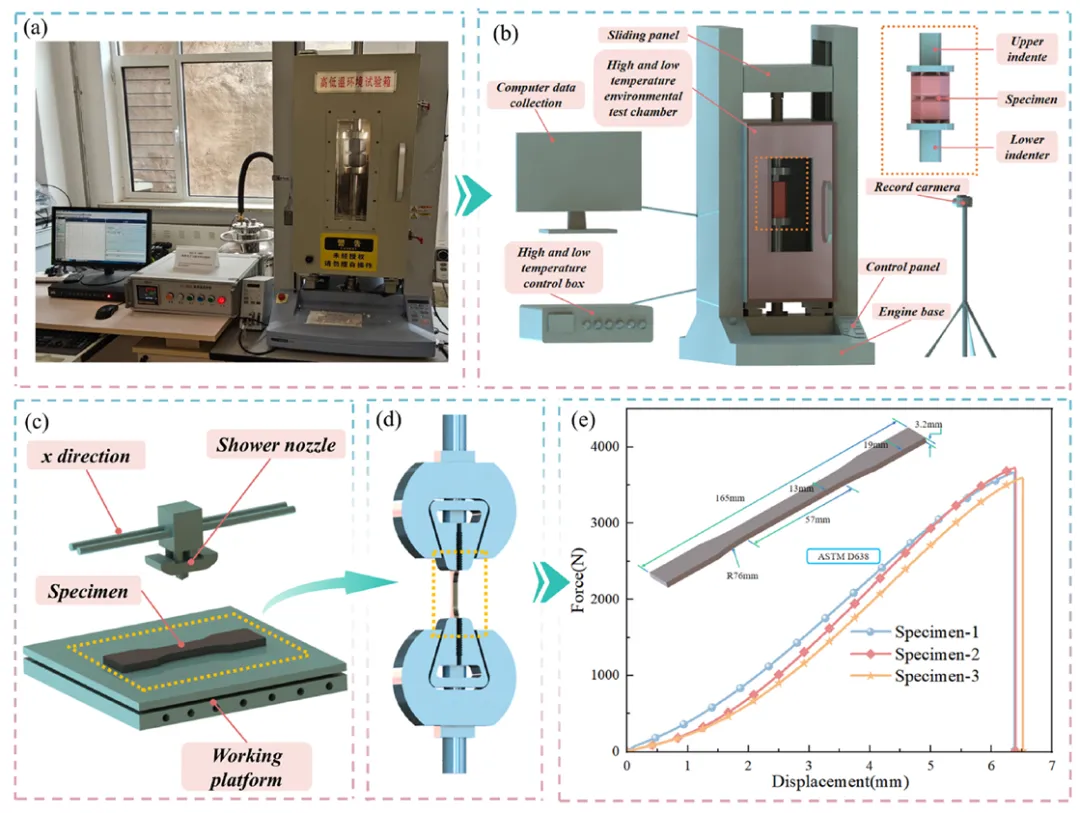
在实验方法方面,该研究采用AGS-X精密电子万能试验机进行准静态轴向压缩实验,压缩距离设定为90 mm,加载速率为5
mm/min,实验在30°C恒温环境下进行以确保结果的一致性。同时,根据ASTM-D638标准制备了狗骨状拉伸试样,通过拉伸实验获得了材料的弹性模量、屈服强度和断裂应变等力学性能参数,显示了三个拉伸试样的弹性模量平均值约为1290
MPa,屈服强度平均值约为98 MPa,这些参数被用于后续有限元分析的材料属性配置。
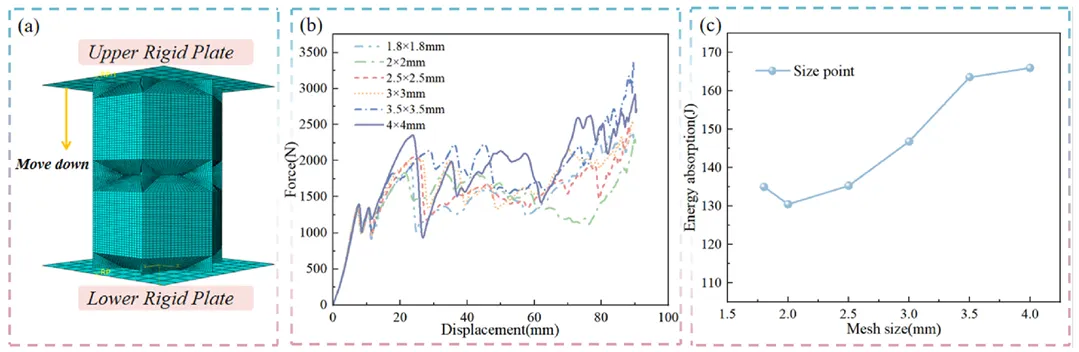
有限元仿真采用ABAQUS/Explicit软件,模型由上、下两个平行刚性板和中间的能量吸收管组成,下刚性板完全固定,上刚性板向下施加75%高度的位移载荷,管体采用四节点壳单元S4R进行网格划分。为保证仿真精度,研究团队进行了网格收敛性验证,当网格尺寸小于2.5
mm时能量吸收变化较小,综合考虑计算精度与效率后选取2 mm的均匀网格尺寸进行后续分析。

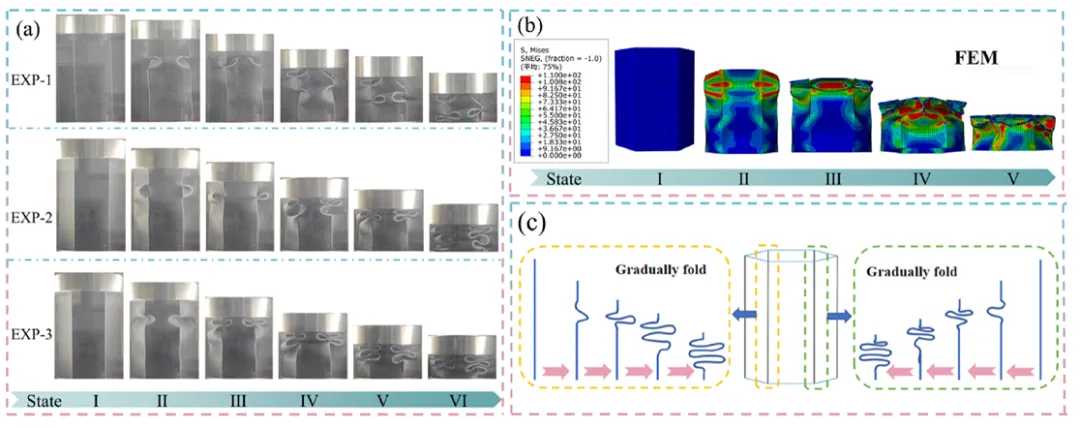
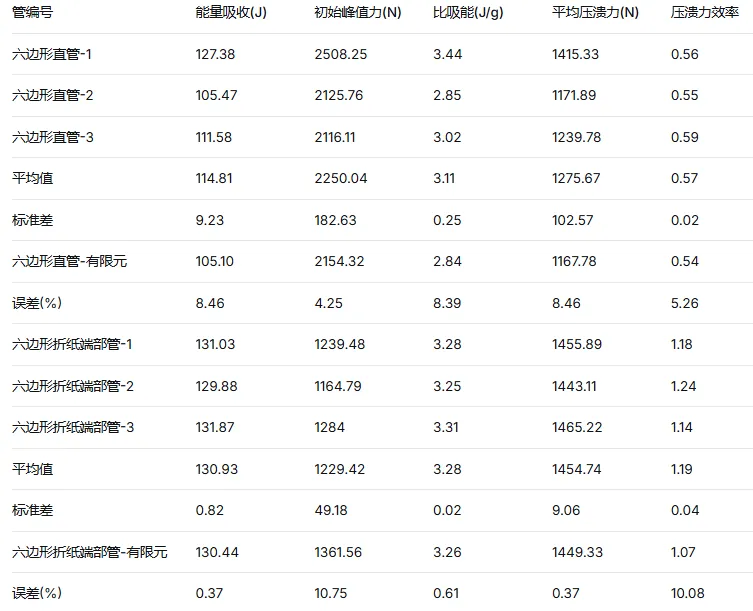
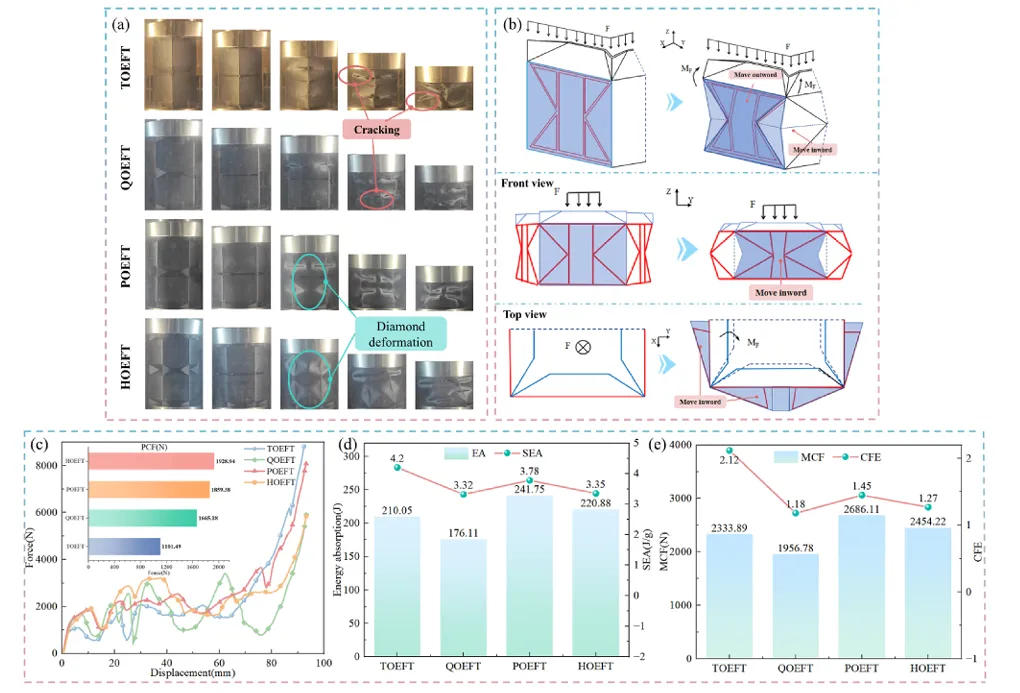
实验与仿真结果一致表明,折纸端部的引入有效改变了结构的变形模式并显著提升了耐撞性能。以六边形结构为例,六边形直管在轴向压缩下呈现轴对称变形模式,相邻边缘在压缩过程中表现出对称折叠特性,这种变形模式下形成的塑性铰线数量有限,整体能量吸收效率相对较低。
相比之下,六边形折纸端部管在轴向加载下表现出渐进折叠变形过程,初始阶段应力集中出现在各折纸端部顶点区域,随着压缩进行,折纸端部在剪切作用下逐渐向内塌陷,直管段的变形模式从轴对称模式转变为包含面内和面外折叠的混合模式,局部区域甚至呈现出金刚石变形模式。从量化指标来看,六边形折纸端部管的初始峰值力从直管的2250.04
N降至1229.42 N,降幅达45.36%,能量吸收从114.81 J提升至130.93
J,增幅为14.04%,压溃力效率从0.57提升至1.19,增幅高达108.77%。
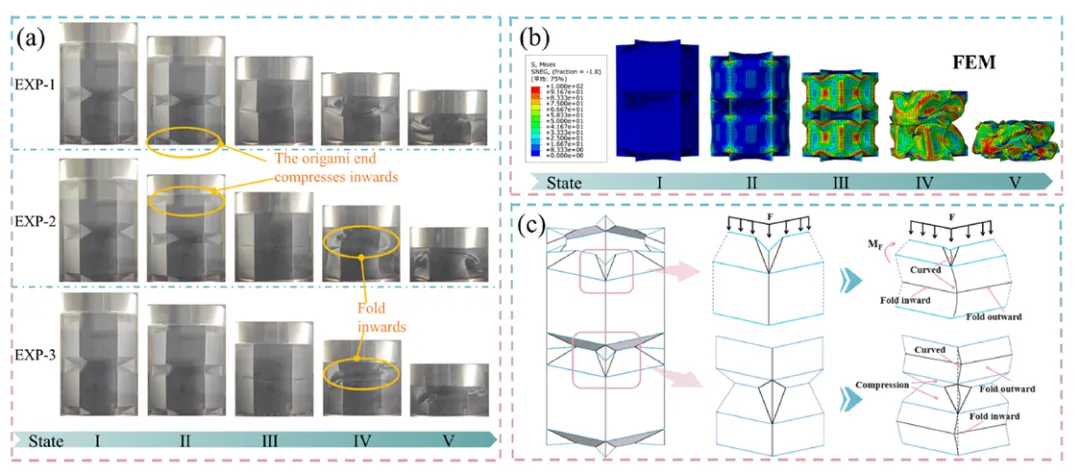
对于三角形、四边形和五边形结构,实验结果同样证实了折纸端部的有效性。尽管折纸端部管在性能上已显著优于直管,但某些区域仍存在类似的折叠行为。为此,该研究进一步引入了填充结构,文章展示了四边形、五边形和六边形折纸端部填充管的压缩过程,所有构型均呈现混合变形模式:初始阶段应力集中于折纸端部,随后填充结构引导外侧方形区域形成典型的金刚石变形模式。
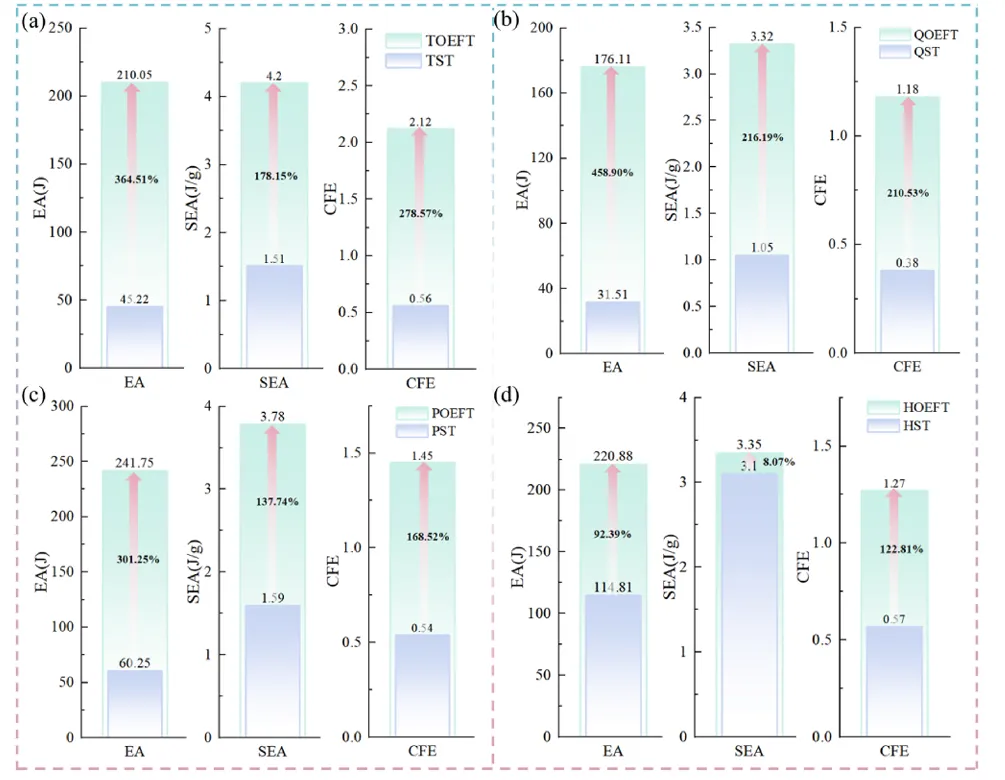
文中的力-位移曲线和耐撞性指标显示,填充管的能量吸收性能获得了更为显著的提升。数据对比显示,四边形折纸端部填充管的能量吸收相比直管提升了458.90%,从31.51
J跃升至176.11
J,比吸能提升了216.19%,压溃力效率从0.38提升至1.18,增幅达210.53%。六边形折纸端部填充管的能量吸收达到220.88
J,相比直管的114.81
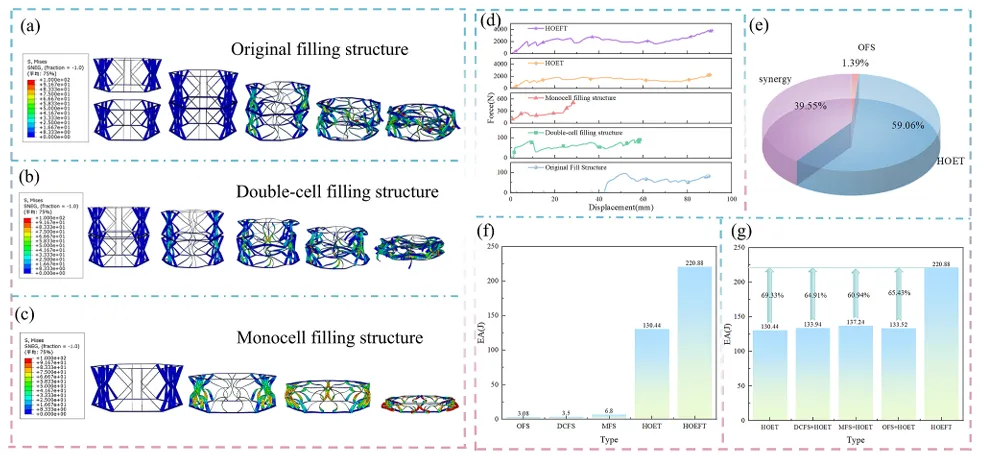
J提升了92.39%,压溃力效率从0.57提升至1.27,增幅达122.81%。有限元仿真进一步验证了这些结果,揭示了填充结构与外管存在显著协同效应,二者组合后的整体能量吸收远超各部件独立吸能之和。
该研究所提出的3D打印多边形折纸端部填充管结构在汽车轻量化设计与碰撞安全领域具有广阔的应用前景。在汽车工程中,吸能盒和防撞梁等薄壁构件是车身前部碰撞能量管理系统的关键组成部分,传统金属吸能盒虽然能够吸收能量,但其高密度和高初始峰值力不利于轻量化和乘员保护。
该研究采用的短切碳纤维增强尼龙材料密度仅为1.203
g/cm³,远低于金属材料,同时通过折纸端部结构将初始峰值力降低45%以上,这意味着在发生碰撞时传递到乘员舱的冲击力大幅减小,有助于降低乘员受伤风险。此外,填充结构引导形成的金刚石变形模式使得能量吸收过程更加稳定可控,压溃力效率超过1.2,远高于传统直管的0.5左右,这意味着吸能过程更加平稳、高效。
从制造角度来看,FDM
3D打印技术无需模具、一体化成型的特点使得该结构能够以高精度、低成本、短周期的方式批量生产,并且能够灵活适应不同车型、不同碰撞工况下的定制化需求。该研究还验证了三角形至六边形不同边数构型的性能差异,为工程师根据不同应用场景选择合适的截面形状提供了数据支撑。除了汽车领域,该结构还可应用于航空航天器的坠撞防护、轨道交通车辆的吸能装置以及建筑结构的抗震缓冲等需要高质量能量管理的工程场景。
该研究不仅提供了一种性能优异的轻量化吸能结构方案,更重要的是展示了“折纸触发+填充引导+3D打印制造”这一系统化设计方法在薄壁结构耐撞性优化中的强大潜力,为相关工程应用提供了可靠的设计参考和制造依据。
原始文献:
Wang, J., Zhao, J., Xu, F., Sun, X., Xing, S., Wang, Y., Guo, S., &
Li, X. (2026). 3D-printed polygonal origami-end composite tube for high
crash resistance. Composites Part B: Engineering, 290, 112345.
原文链接:
https://doi.org/10.1016/j.compositesb.2026.113699

0 留言