
2025年6月17日,北卡罗来纳州立大学的研究人员开发了一种基于激光的单步合成碳化铪(HfC) 的方法来大大简化这种超高温陶瓷的生产。相关研究以题为“Synthesis of hafnium carbide (HfC)via one-step
selective laser reaction pyrolysis from liquid polymer
precursor”的论文发表在美国陶瓷学会(ACS)期刊上,由北卡罗来纳州立大学机械与航空航天工程系教授方铁刚和徐成英共同领导。
HfC是已知热稳定性最高的材料之一,熔点高于3900°C,硬度高,具有很强的抗氧化和抗热冲击能力。这些特性使其成为航空航天和国防应用的关键材料,尤其是在高超音速飞行器和再入舱的热防护系统中。然而,传统的合成方法复杂且耗能,涉及交联、炉内热解和大量的后处理等多个阶段。这些步骤不仅延长了生产周期,还限制了材料的可扩展性和应用灵活性。
北卡罗来纳州立大学团队引入的工艺被称为选择性激光反应热解 (SLRP),它以单步激光处理取代了传统的工作流程。实验装置系统使用OMTech公司的二氧化碳红外激光器,在充满氩气的腔室内加热铪基液态前驱体(StarfireSystems 公司的 SHP199 HFC)。
Xu说:“我们的技术可以在几秒或几分钟内创造出超高温陶瓷结构和涂层,而传统技术则需要几小时或几天的时间。”几秒钟内即可达到超过2000°C的温度,同时引发交联和热解。这种快速转化使得无需使用模具或高温炉即可形成HfC粉末或涂层。
△(A) 选择性激光反应热解 (SLRP) 处理装置的示意图,展示了 CO2红外激光系统、环境室、氩气流和数据采集组件。(B) 实验装置的摄影图像,展示了用于基于激光的 HfC 合成的环境室的正面和顶视图。
评估添加剂的产量和纯度
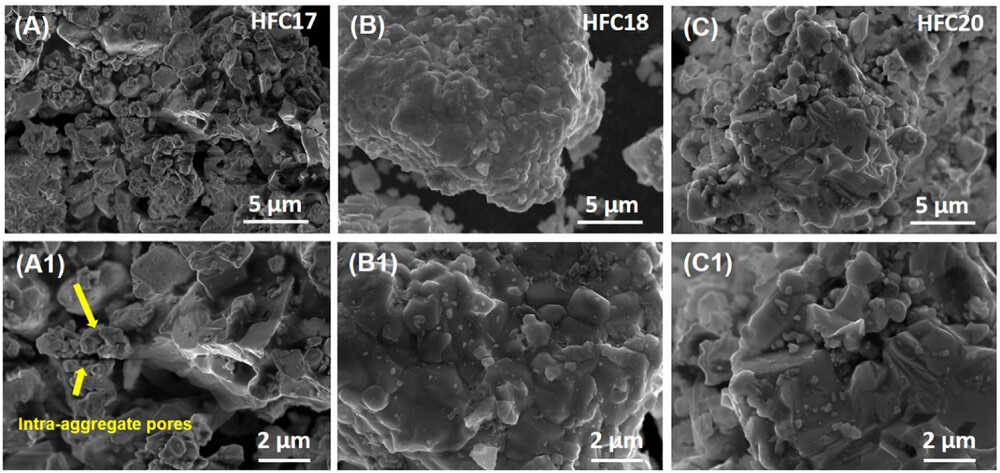
为了研究前驱体成分如何影响能量吸收和材料产率,研究人员引入了两种添加剂。热活化剂过氧化二异丙苯对激光能量反射率的影响微乎其微,但提高了陶瓷产率并保持了材料纯度。其次,二苯甲酮(一种在紫外线 (UV) 下引发交联的光活化剂)降低了能量反射,增强了热吸收。然而,它也导致了微量氧化铪的形成,这可能是由于紫外线照射期间残留氧气参与的反应。结果表明,热活化可以提供更好的相控制,而光活化可能需要更严格的环境调控。材料表征证实,在1700℃、1800℃和2000℃的目标温度下成功合成了HfC。X射线衍射证实,所有未经光活化制备的样品均具有一致的立方相结构。晶粒尺寸保持在39.8纳米附近,扫描和透射电子显微镜显示晶粒结构良好,孔隙率低,元素分布均匀。热活化样品中未观察到氧污染,证实了惰性气氛的有效性。
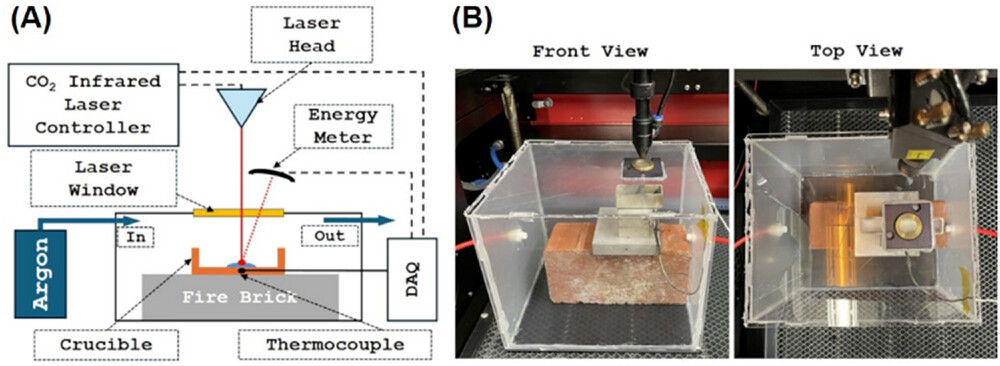
△SEM
图像展示了采用 SLRP 工艺在不同温度下合成的 HfC 粉末的典型形貌:(A) 1700°C (HFC17),(B) 1800°C
(HFC18),以及 (C) 2000°C (HFC20)。相应的高倍放大图像 (A1、B1、C1)
揭示了随着温度升高,晶粒聚结、致密化和孔隙率降低的演变过程。
研究人员还证明,新方法可以将HfC涂层沉积到碳-碳复合材料基材上,而碳-碳复合材料基材广泛应用于航空航天系统。单层涂层通过填充纤维间隙,减少了表面不规则性。第二层改变了表面粗糙度和几何形状,从而形成了更复杂的轮廓。轮廓测量法和共焦成像证实了高度和纹理的可测量变化,表明可以通过调整沉积参数来调整表面特性。传统的聚合物衍生陶瓷技术需要数小时的加热时间,成品率仅为26%至36%,而基于激光的方法在不到十分钟的时间内即可实现高达56%的陶瓷成品率。该方法能够快速进行局部加热,同时保持材料质量,非常适合可扩展制造,尤其是在涉及复杂几何形状或热敏感组件的应用中。Xu说:“我们对陶瓷领域的这一进步感到非常兴奋,并愿意与公共和私人合作伙伴合作,将这项技术转化为实际应用。”
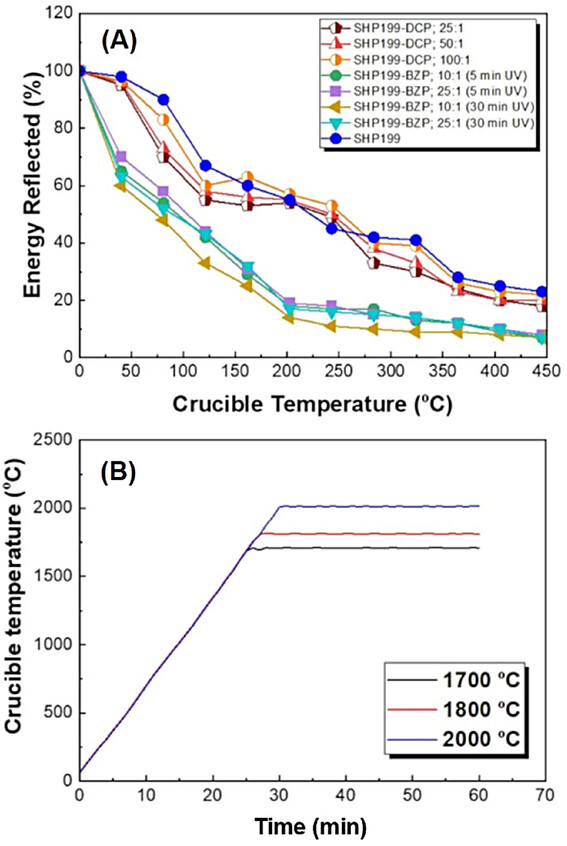
△添加剂及其对交联和能量吸收的影响。图片来自北卡罗来纳州立大学。
陶瓷的激光加工
激光在陶瓷加工中的应用方式多种多样。有些方法注重纯度和速度,有些则注重几何形状和结构控制,所有这些方法都旨在突破传统制造工艺的限制。两年前,陶瓷 3D 打印专家Lithoz与美国能源部(DoE)橡树岭国家实验室(ORNL)
签署了合作研发协议,探索使用 Lithoz 的激光诱导注浆成型 (LIS) 3D
打印技术加工非氧化物陶瓷。项目专注于碳化硅和氮化硅等高折射率陶瓷,旨在评估激光烧结技术 (LIS)
在航空航天、国防和热交换系统极端温度应用中的可扩展性和性能。团队使用CeraMaxVario V900 3D
打印机,利用激光浆料干燥技术生产复杂的无支撑陶瓷部件。计划包括打印、脱脂和烧结氧化物陶瓷材料,然后进行严格的测试以评估性能,并证明 LIS
作为传统陶瓷成型技术的可扩展替代方案。
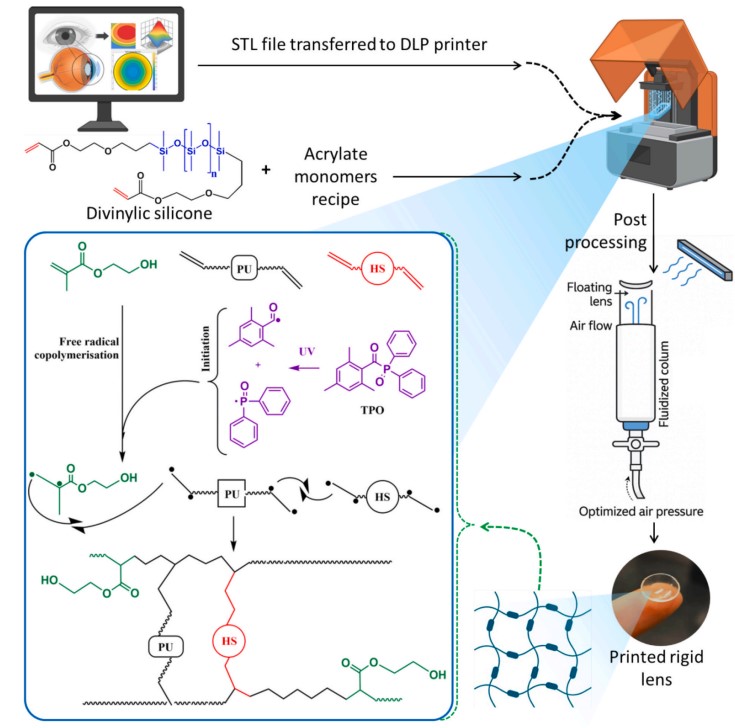
国内江南大学的研究人员开发了一种新颖的3D打印技术,无需支撑材料即可制造复杂的陶瓷结构。该方法将直接墨水书写(DIW)与近红外(NIR)光诱导光聚合相结合,使用980
nm激光在陶瓷浆料挤出时进行原位固化。这使得直径从0.41毫米到3.5毫米的多尺度细丝几乎可以瞬间固化,形成扭力弹簧和悬臂等独立形状。与紫外线相比,近红外光在极短的时间内实现了显著更高的固化深度。新的DIW工艺还减少了后处理,提高了精度,并且无需加热或冷却,有望在航空航天、能源、电子和生物医学等领域得到广泛应用。

0 留言