
近年来,金属增材制造经历了快速发展,使得人们能够想象复杂的形状,同时注重提高性能和质量。有许多工艺可以提供这些可能性:激光熔合、集中能量下的材料沉积、粉末粘合等。当今应用最广泛的工艺之一仍然是粉末床熔合。有两种技术主要因所用热源不同而有所差异:激光聚变(L-PBF)和电子束聚变(EBM)。其原理保持不变:将散布在印刷板上的金属颗粒逐层融合,以创建所需的3D模型。但使用激光或电子束来执行此操作显然是不同的。那么,我们应该采用什么样的流程?这两种技术各有什么特点?它们有何相同点和不同点?
L-PBF和EBM技术
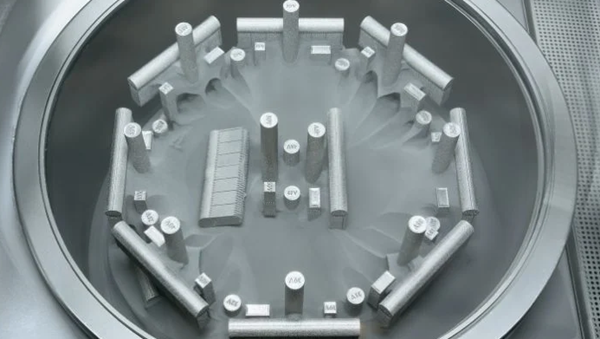
顾名思义,这两种技术都是依靠热源来熔合一层金属粉末。该过程在封闭的机器中进行,并生产出坚固且致密的零件。因此,所使用的热源是不同的。对于激光聚变过程,首先需要澄清赋予该过程的术语和不同的缩写词。我们经常听到SLM或DMLS,甚至L-PBF。原理保持不变:术语SLM(选择性激光熔化)来自弗劳恩霍夫研究所,而DMLS(直接金属激光烧结-实际上是熔化而不是烧结)来自制造商EOS。这里将使用更通用的术语L-PBF。

L-PBF工艺。(图片来源:Schmitz Metallographie GmbH)
3D打印机使用一个或多个激光器——今天你可以找到具有12个激光器的机器。后者是DMLS机器上的光纤激光器。它首先在房间内营造一种惰性气氛,然后将其加热到所需的最佳温度。第一层金属粉末沉积在板上。然后,激光将粉末颗粒融合成所需的形状。后者的强度根据所使用的金属确定:这里的目标是达到材料的熔点,以便当激光经过时它可以完全熔化,并在冷却后立即凝固。该过程逐层重复。
如果我们现在看一下电子束聚变,您应该知道使用真空室来避免金属粉末氧化是绝对必要的。一旦创建了这种环境,就将必须导电的材料放置在板上,然后电子枪发射光束。在磁场的引导下,产生的电子能够将粉末颗粒融合在一起,并逐层形成所需的部件。请注意,这些电子的温度可高达2,000°C,速度也极快。
技术特点
选择激光熔化还是电子束熔化取决于用户的需求:是否需要较高的零件质量?应该生产多少量?这个项目紧急吗?正如您所了解的,许多标准会影响最终决定;我们建议您查看技术特性方面存在的主要差异,以帮助您尽可能清楚地做出选择。
打印质量
印刷质量是一个决定性因素,尤其是在谈论成品时。无论是在L-PBF还是EBM中,我们通常都能获得精确、致密和坚固的零件。然而,表面处理并不是很精致,而且部件比较粗糙。金属增材制造通常需要后处理步骤才能获得更光滑、更完美的表面。
值得注意的是,使用激光可以获得更好的精度。事实上,粉末颗粒融合得更细,这使得设计出表面光洁度比EBM工艺更均匀的零件成为可能。此外,L-PBF中使用的粉末颗粒更细,层厚度也更大。与EBM相比,这有助于实现更好的打印质量。
采用EBM工艺的3D打印部件(图片来源:Colibrium Additive)
打印速度
一般来说,电子束聚变比激光聚变速度更快。由于光束在整个打印床上发射能量,因此发射的电子数量众多,能够同时融合粒子。另一方面,激光必须逐点进行融合,这需要更长的时间。L-PBF机器使用检流计(即一组移动镜)引导激光沿着打印床前进。当然,打印速度取决于L-PB F机器的激光器数量及其功率——你可以想象,单激光器3D打印机的效率会低于具有12个激光器的机器。在估算构建时间时,必须考虑3D打印机的预热和冷却。
打印量
粉末床熔合技术并不特别适合大批量生产,而集中能量沉积(CED)技术更适合大批量生产。事实上,机器越大,材料预热的时间就越长,需要的能量就越多,这不一定是一个优势。不过,可以说L-PBF提供的容量更大。首先,市场上有更多的激光熔接机,这使得在构建板尺寸方面有更广泛的选择。例如,最大的解决方案之一提供的容量为9吨,而最常见的则约为250 x 250 x 300毫米。
在EBM方面,选择非常有限,因为市场上的3D打印机很少。建议的体积没有达到L-PBF的体积——我们大约是200x200x200毫米,有可能达到300 x 300 x 450毫米。
材料
值得注意的是,电子束聚变仅与导电金属兼容。该过程的基本原理是基于电荷,并且必须与允许电荷通过的材料一起工作。这将使得打印钴铬、铜、钛、不锈钢甚至镍合金零件成为可能。请注意,可以重复使用未被光束熔化的粉末,这可以显著节省资源。
对于激光熔化来说,兼容材料的范围更广。最常用的金属是铝、钛、钢和各种合金,或钴铬和铜。在这两种情况下,都必须小心处理粉末,并采取必要的防护措施(口罩、手套、护目镜)。粉末颗粒越细,越需要采取预防措施。因此,L-PBF的风险会更大。
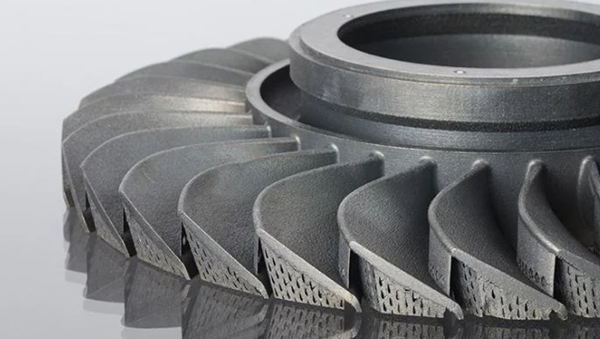
激光熔合制造的叶片(图片来源:Fraunhofer IPT)
后期处理
打印完成后,两个过程都需要零件清洁步骤。其实就是要把那些没有融合在一起的多余粉末去除。去除粉末所需的时间长短取决于零件的形状。最常用的是特定设备,例如喷砂站。
接下来是移除打印介质的步骤。电子束聚变通常需要较少。使用真空室和控制每层的预热可以限制变形并增强零件强度,从而限制打印过程中对加固的需求。对于L-PBF,需要支撑以避免与高温相关的变形,同时也促进散热并在材料冷却时减少应力。根据房间的几何形状,它们的数量会或多或少。它们可以通过机械加工、切割或线切割去除。
如前所述,这两种金属增材制造工艺并不以其美观品质而闻名。如果想要获得光滑的表面,则需要经过后处理步骤,特别是抛光。对于EBM工艺来说尤其如此,因为表面状况特别差。
最后,关于热处理,也就是说,允许改善零件机械性能的不同方法,对于EBM来说很少是必要的。如果您选择激光熔化,可能值得使用热等静压等技术来去除任何内部空隙和残留孔隙。

清洁L-PBF部件(图片来源:Protolabs)
EBM和L-PBF工艺的主要应用
这两种技术都用于高性能行业,但它们的应用因其独特的处理特性而有所不同。电子束熔化技术的特点是能够加工难以加工的材料并制造具有高机械强度的零件。从历史上看,电子束聚变吸引了两个领域:航空航天和医学。在航空航天领域,它最常用于生产涡轮叶片。例如,Colibrium Additive为GE Aerospace的GE9X发动机真空打印了数千个钛涡轮叶片。在医学领域,EBM 3D打印已广泛应用于骨科植入物的生产,例如用于髋关节置换的髋臼杯。该工艺提供的多孔设计有利于骨骼在杯内生长,从而更容易固定植入物。
L-PBF技术广泛应用于航空航天、汽车、医疗和牙科应用以及涡轮机械。在汽车行业,该工艺用于各种汽车零部件,从发动机和变速箱部件到内饰元件。在涡轮机械领域,该技术对于叶片、叶轮和燃油喷射器的生产至关重要,其创建内部通道和冷却结构的能力可提高零件的效率和使用寿命。在医疗和牙科领域,激光粉末床熔合主要用于制造手术器械和牙科植入物。

髋关节假体的髋臼杯(图片来源:AddUp)
最后值得一提的是,这两项技术在医疗领域的应用受到钛和不锈钢等材料使用可能性的强烈影响。钛是一种生物相容性材料,具有良好的机械性能,适合用于植入物等。至于不锈钢,其特性使其非常适合生产工具和医疗设备。因此,这两种金属都可以从该工艺及其密封室中受益,从而生产出没有污染风险的零件。
领先的EBM和L-PBF 3D打印机制造商
电子束聚变(EBM)市场多年来一直由最先开发并商业化该技术的瑞典公司Arcam主导。近年来,随着新公司抢占市场份额,该行业分支不断发展壮大。如今,通用电气航空航天集团旗下的Colibrium Additive是自2016年收购Arcam以来最具影响力的参与者。该公司在通用电气内部引领了航空航天和医疗部件的批量生产。自收购Arcam和Concept Laser等其他金属增材制造公司以来,Colibrium Additive通过自动光束校准和更精确的热控制等创新优化了技术。

EBM 3D打印机(图片来源:Colibrium Additive)
另一方面,自从EBM技术市场发生这种演变以来,新的制造商已经出现,例如Wayland Additive,它利用其NeuBeam工艺寻求提高电子束聚变的稳定性和灵活性。Freemelt由前Arcam工程师于2017年创立,也提供电子束打印机,其中一些甚至是开源的。该市场的其他新进入者包括亚洲制造商QBeam、西安赛龙金属和JOEL。他们在其他电子束技术方面拥有丰富的经验,并将其应用于增材制造。然而值得注意的是,他们的打印机的营销仍然集中在其原产国。
在L-PBF技术领域,德国EOS公司是主要参与者,其在基于L-PBF技术及其材料的金属打印机生产方面拥有三十多年的经验。如今,大量公司使用L-PBF工艺:尼康SLM Solutions、雷尼绍、Farsoon Technologies、Additive Industries、3D Systems和AddUp只是其中的几个例子。随着时间的推移,这些公司通过推出满足特定行业需求的打印机来改进其产品。例如,Farsoon和Additive Industries的打印机因其多激光和大幅面功能而脱颖而出。Renishaw和3D Systems打印机经常用于研究。最后,制造商尼康和AddUpp为一般工业和大规模生产提供解决方案。值得注意的是,上述制造商的产品不仅限于这些应用,但这些是其中一些最重要的应用。

FS811M大幅面3D打印机(图片来源:华曙高科)
价格
使用EBM和L-PBF工艺的3D打印机需要大量投资,其价格根据型号、构建体积、所需惰性介质以及每台设备的具体功能而有所不同。不过EBM打印机的价格比L-PBF打印机高很多。这是因为与L-PBF解决方案的供应相比,EBM机器的供应有限。就电子束聚变而言,成本估计在50万至100万美元之间。这笔高昂的成本不仅包括打印机本身,还包括操作机器所需的基础设施,包括后处理设备和专用材料。此外,EBM流程需要高技能的专业人员来操作,这对成本和人才可用性有重大影响。
另一方面,使用L-PBF技术的打印机根据其打印量提供更广泛的价格范围。3D Systems的ProX 100等型号,其构建体积为100 x 100 x 180毫米,估价为250,000美元。更高级的选项,例如EOS M400,打印尺寸为400 x 400 x 400毫米,售价达到750,000美元。除了机器成本外,还必须考虑后处理设备的投资和金属粉末的购买。总之,要了解打印机的确切成本,有必要联系制造商或经销商以获取报价。

0 留言