
随着人口老龄化和慢性病患病率上升,器官移植需求愈发迫切,但供体短缺成为临床医学面临的巨大挑战。组织工程作为替代方案,其中3D生物打印技术可构建模拟人体生理的组织工程支架,然而,其发展受限于缺乏合适的生物墨水。传统导电水凝胶存在电信号传导模式不匹配、可打印性差、细胞毒性大等问题,离子导电水凝胶虽更契合人体组织电信号特征,但也面临低细胞毒性和高稳定性难以兼顾的困境。
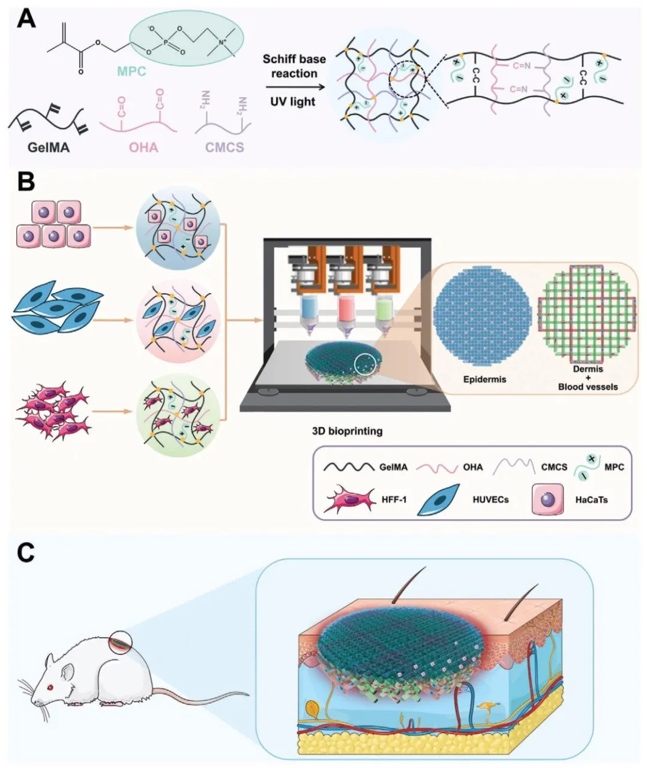
中国科学院苏州纳米技术与纳米仿生研究所的黄洁研究员团队开发了一种新型离子导电仿生生物墨水(GHCM),并利用3D生物打印技术制备双层导电皮肤支架用于全层皮肤缺损治疗。该生物墨水由明胶甲基丙烯酸酯(GelMA)、氧化透明质酸(OHA)、羧甲基壳聚糖(CMCS)和2-甲基丙烯酰氧乙基磷酰胆碱(MPC)组成,解决了传统导电水凝胶的诸多问题。相关工作以
“3D Bioprinting of Double‐Layer Conductive Skin for Wound Healing”
为题发表在《Advanced Healthcare Materials》上,为电活性组织的精确工程和再生医学应用提供了新策略。

研究内容
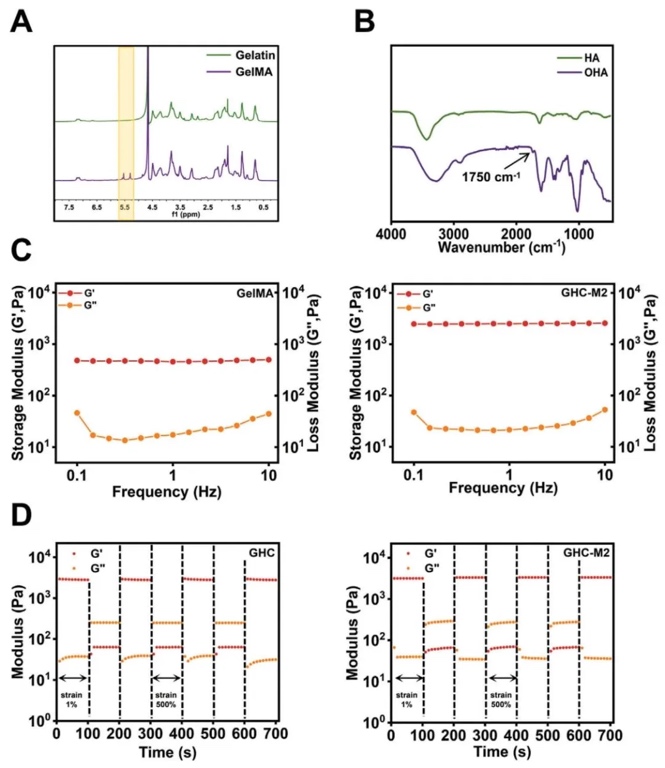
1. GHCM生物墨水/水凝胶的制备与表征
通过化学合成、光谱分析、物理性能测试等研究方法,研究了由GelMA、OHA、CMCS和MPC组成的GHCM生物墨水及水凝胶。结果表明,该生物墨水在4°C混合后发生溶胶
- 凝胶转变,经UV光照可形成稳定水凝胶,其储能模量在0.1 -
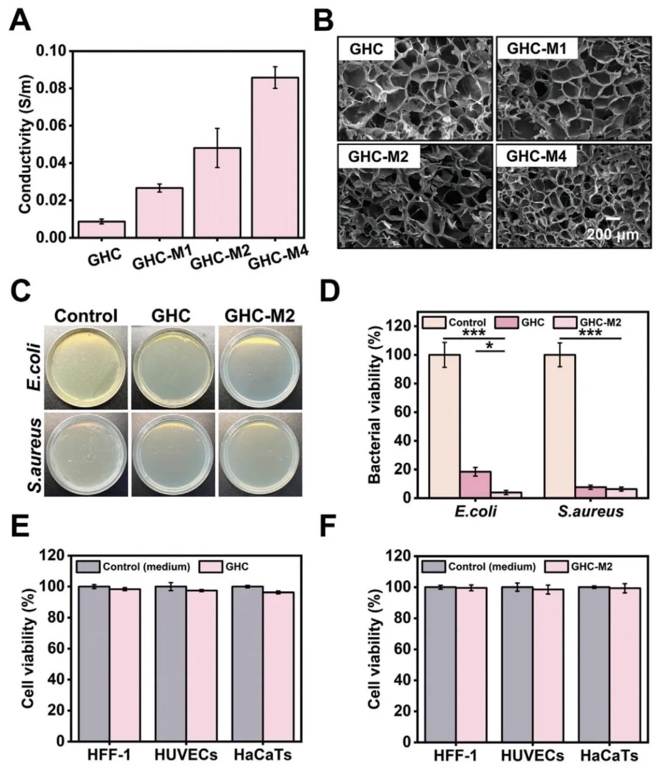
10Hz频率范围内远大于损耗模量,完全交联后储能模量值约3kPa,与天然皮肤相当。同时,水凝胶具有良好的自愈合性、导电性、抗菌性和生物相容性,MPC的添加显著提高了水凝胶的离子电导率,且GHC
- M2水凝胶综合性能最佳。
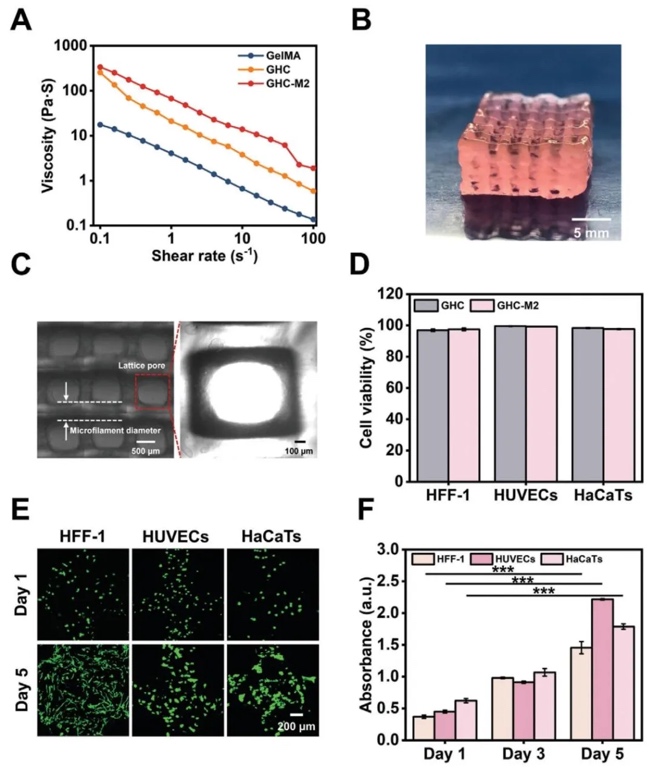
2. GHCM生物墨水的可打印性
采用流变测试、打印实验、细胞活性检测等研究方法,研究了GHCM生物墨水在3D打印中的性能。结果显示,OHA和CMCS的加入提高了生物墨水的粘度,MPC的掺杂进一步增强了该性能,GHC
- M2生物墨水具有显著的剪切变稀行为和可逆触变性,能在打印后保持支架结构稳定,打印的微丝直径接近标准喷嘴直径,打印性值高达0.93 ±
0.05。此外,细胞在GHC - M2生物墨水打印的支架中存活率高,增殖良好,证明打印过程和UV光照对细胞活性和增殖无明显不利影响。
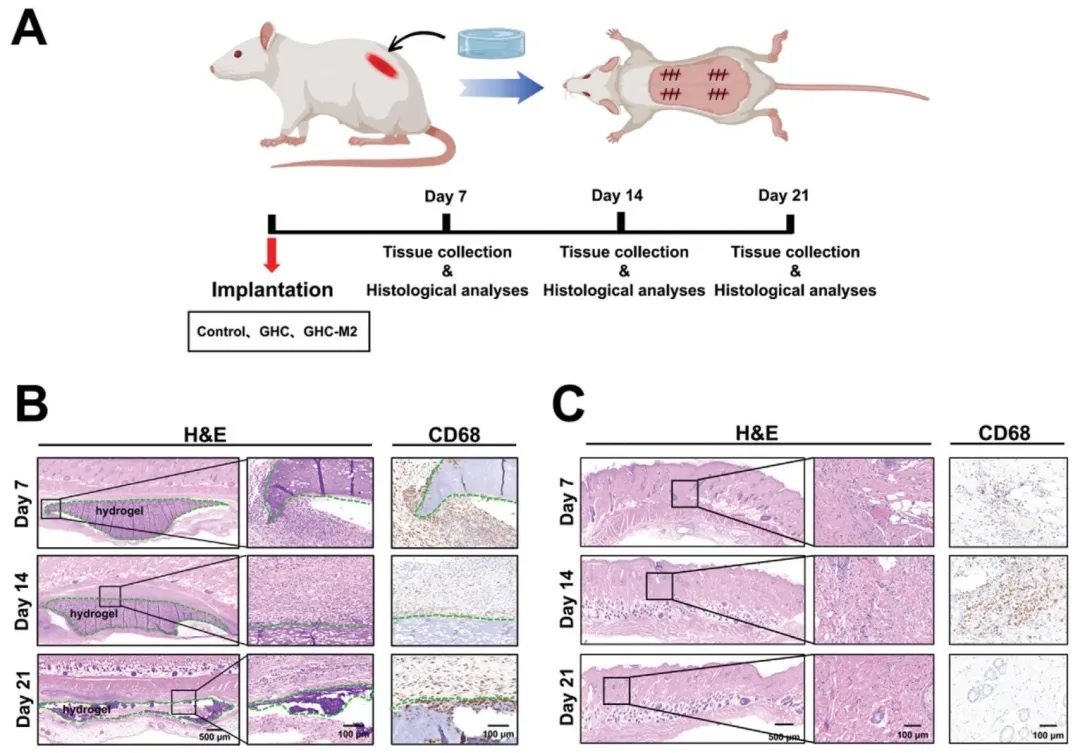
3. GHCM水凝胶的体内生物相容性和降解
通过动物实验、组织学染色等研究方法,以Sprague - Dawley(SD)大鼠为研究对象,评估GHC -
M2水凝胶的体内生物相容性和降解情况。结果表明,植入水凝胶后大鼠均存活良好,7天时水凝胶周围免疫细胞增多,出现急性炎症反应,但随着时间延长炎症逐渐减轻,21天时与对照组组织形态相似,且此时水凝胶大部分已降解,残留少量,其降解速率与皮肤再生速率匹配,说明GHC
- M2水凝胶适合体内应用。
4. 双层导电皮肤支架的3D打印及体外功能评估
运用3D打印技术、细胞实验、免疫荧光染色等研究方法,对3D打印的双层导电皮肤支架进行体外功能研究。结果发现,该支架能促进表皮细胞(HaCaTs)迁移、成纤维细胞(HFF
- 1)和内皮细胞(HUVECs)增殖与迁移,加速血管化和上皮化进程。例如,GHC -
M2组中HaCaTs的相对伤口面积在24h后显著减小,HFF - 1和HUVECs在21d时大量迁移至表皮,且GHC -
M2组血管成熟标记物CD31表达更高,表皮结构成熟标记物CK10表达也显著高于对照组。
5. 双层导电皮肤支架的体内修复效果
利用动物模型实验、组织学分析等研究方法,以SD大鼠全层皮肤缺损模型为研究对象,评估双层导电皮肤支架的体内修复效果。结果显示,植入双层导电皮肤支架(GHC
- M2 + cell组)的伤口愈合速度最快,21d时伤口闭合率高达98 ±
0.3%。H&E染色、Masson染色和免疫荧光染色结果表明,该组促进了肉芽组织形成、胶原沉积和血管生成,加速了再上皮化过程,有效重建了再生皮肤结构,使其更接近天然皮肤。
研究结论
本研究开发了一种创新的3D生物打印策略,通过离子导电仿生生物墨水和功能细胞构建了具有生物活性的双层导电皮肤支架。该3D打印支架从微观到宏观模拟了天然组织,不仅为细胞的生长、迁移和分化提供了适宜的导电微环境,还复制了人体皮肤的多层结构和细胞空间分布。在全层皮肤伤口大鼠模型中,这种支架实现了快速高效的皮肤再生。未来,基于这种新型离子导电生物墨水和3D打印技术,有望构建出更多定制化、功能性的活器官,用于组织工程领域。
文章来源:
https://doi.org/10.1002/adhm.202404388



0 留言