众所周知,航空航天是采用增材制造(AM)这项新技术的先行者。不过,目前的应用主要集中于在地球上制造的二级结构或其它非关键应用。在未来的任务中,预计将有更多的部件采用AM技术制造,包括主要结构或其它任务关键部件,甚至在轨道上生产这些部件。在太空领域,AM在节约成本和提高性能方面凸显了巨大的潜力。
钛合金Ti6Al4V因其高比强度和高抗腐蚀性能而被普遍用于航空航天的高端应用。但对于太空应用和其它高要求用途,对部件可靠性的要求非常严格,有必要确保一致的机械和物理性能。除了构建参数如激光功率,扫描速率等会对部件的性能造成影响外,原始粉末喂料的化学成分,氧含量等也是造成打印部件机械性能不一致的可能因素。欧洲宇航局的科研团队曾报道了高密度夹杂物对Ti6Al4V部件拉伸性能的影响以及粉末喂料中污染物的来源。
实验方案
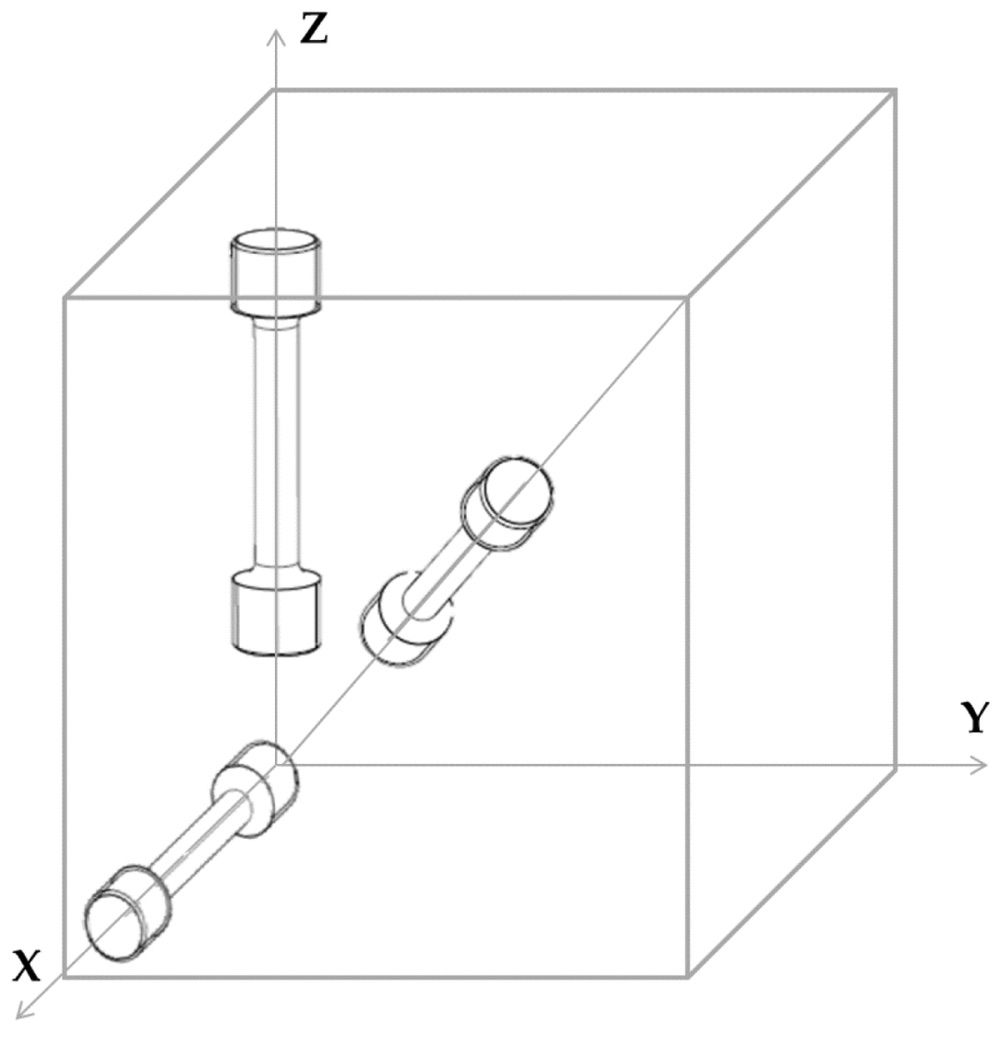
所有Ti6Al4V样品是通过粉床选区激光熔覆工艺制备。如下图所示,拉伸试样有3种取向,分别沿X,111和Z方向。打印后的样品在真空炉中,670°C下保温5h,进行消除应力退火。拉伸样品的表面经过陶瓷颗粒喷射表面处理工序来去除附着在表面的颗粒,以降低表面粗糙度。试样首先经历了拉伸试验,然后对其进行了断口表面分析和X射线计算机断层扫描分析。值得注意的是,拉伸试样的表面并未进行机加工。为了进行对比试验,研究人员采购了两炉样品,即第一炉(又被称为contaminated)和第二炉(又被称为non-contaminated)样品。
拉伸性能
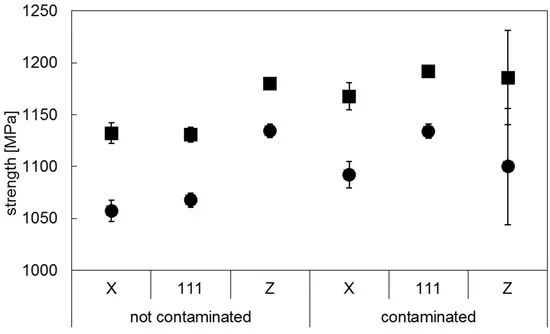
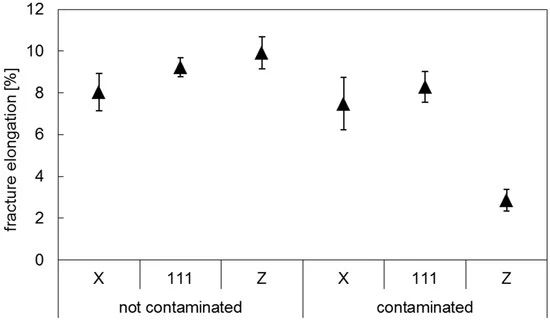
第一炉样品和第二炉样品的屈服强度和抗拉强度相当,但是第一炉Z取向样品的强度结果更加分散,主要体现在标准差更大上。此外,第一炉Z取向样品的断裂延伸率明显比第二炉样品的延伸率低,约为40%。
断口形貌
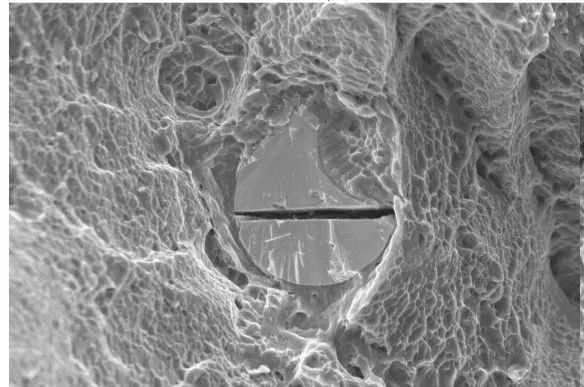
第一炉纵向拉伸试样(Z取向)的断口呈典型的杯锥形拉伸断裂面,具有内纤维区,外剪切唇和韧窝。虽然没有证据显示未融合缺陷的存在,但是发现了具有脆性断裂形貌的钨颗粒。因为钨是硬质材料,熔点高,韧性低,所以在拉应力作用下,这些颗粒很有可能成为裂纹萌生的地点并会促进裂纹扩展。而在第二炉样品的断裂表面中并未检测到钨颗粒。
缺陷
第一炉样品中,钨含量的体积分数约为0.03%-0.04%,颗粒的直径约为27-140微米,Z取向样品的孔隙度约为0.03%,X和111取向样品的孔隙度则接近0.3%。微孔的大小在37到250微米之间。与第一炉样品类似,第二炉样品中的缺陷浓度约为0.2%,尺寸在40-300微米之间,但夹杂颗粒的浓度可忽略不计。
原始粉末
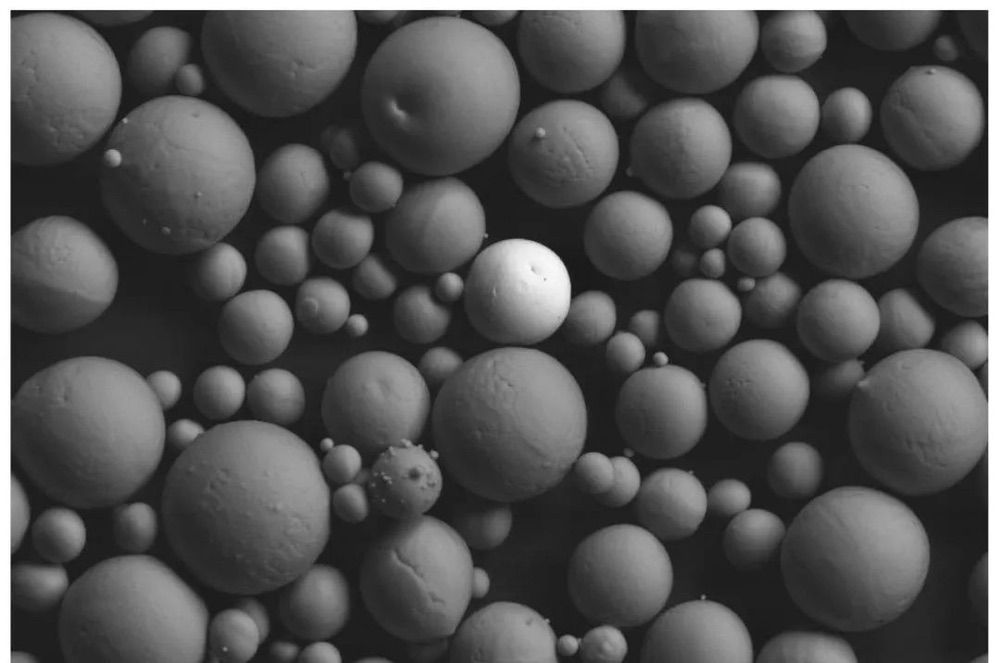
在使用ICP-OES方法检测原始粉末的化学成分时,没有检测到钨元素,这很有可能是因为其检测能力受限,元素在熔液中被稀释。但是,X射线计算机断层扫描和扫描电镜(如下图所示)都探测到了高密度的钨颗粒。这也反过来说明了这两种方法可以被用来弥补其它常用粉末检测手段的不足。
在该研究中,钨夹杂颗粒主要来自于打印设备引起的交叉污染,因为在打印第一炉样品之前,在同一打印设备上使用了钨粉。在钨极氩弧焊中,钨夹杂物是一个众所周知的问题,通常被认为是导致焊接部件失效的一个重要原因。此外,其它性能也可能受到影响,比如耐腐蚀性能和应力腐蚀开裂。
结论与启示
对于制造关键的应用部件,专家建议每台AM设备只使用一种材料。除了检测粉末的粒度分布,流动性,化学成分以及形貌之外,在必要的情况下可利用扫描电镜和CT等先进表征手段对粉末中可能出现的微量污染物进行检测。
参考资料:
[1] https://doi.org/10.3390/ma10050522ENDec.2023.117966


0 留言